Трещины сварных соединений и основного металла днища
Расчистить дефектное место и определить границы трещины (рис.2.17а). Для определения донного дефекта рекомендуется применять вакуум-камеру, магнитный или вихретоковый индикаторы трещин.
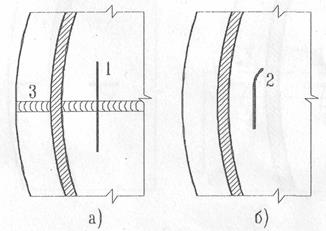 |
Рис.2.17. Поперечные трещины
а) трещина сварного соединения, распространившаяся на основной металл; б) трещина по основному металлу; 1,2 – трещины; 3 – сварной шов листов окрайки
Засверлить концы трещины сверлом диаметром 6-8мм.
Разделать кромки трещины с зазором между ними 2  1мм.
1мм.
Заварить дефектный участок ручной дуговой сваркой электродами типа Э50А диаметром 3,25мм. Катет шва принять 5мм, режимы сварки – по паспорту применяемых электродов.
Подогнать к полотнищу днища внахлёст накладку (рис.2.18б) толщиной не менее толщины днища резервуара и размером превышающим длину трещины не менее чем на 250мм. Края накладки должны иметь закругления радиусом не менее 50мм.
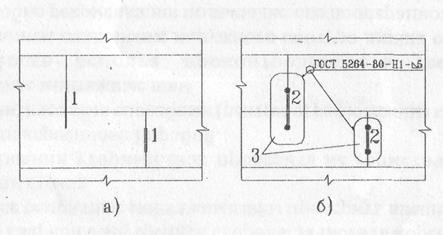
Рис.2.18. Технология ремонта трещин на днище резервуара
а) расположение трещин; б) ремонт трещин; 1 – трещины; 2 - подготовка трещин к сварке; 3 – накладки
Сварку накладки осуществлять по всему контуру ручной дуговой сваркой электродами типа Э50А. Катет шва принять 5мм, режимы сварки – по паспорту применяемых электродов.
Дата добавления: 2015-04-01; просмотров: 1899;