ВВЕДЕНИЕ РЕАГЕНТОВ В ГЛУБЬ МЕТАЛЛА
19.6.1. Продувка металла порошкообразными материалами.Продувка металла порошкообразными материалами (или вдувание в металл порошкообразных материалов) проводится для обеспечения максимального контакта вдуваемых твердых реагентов с металлом, максимальной скорости взаимодействия реагентов с металлом и высокой степени использования вдуваемых реагентов. Достоинством этого метода является также то, что реагент в металл вдувается струей газа-носителя, который оказывает определенное воздействие на металл. Газом-носителем может быть: 1) окислитель (например, кислород или воздух); 2) восстановитель (например, природный газ); 3) нейтральный газ (азот, аргон). В качестве вдуваемых реагентов используют шлаковые смеси, а также металлы или сплавы металлов. Целью вдувания порошков является:
1.Дефосфорация металла. При использовании шлаковых смесей для удаления фосфора в металл обычно вдувается в струе кислорода смесь, состоящая из извести, железной руды и плавикового шпата.
2. Десульфурация. Для удаления серы в металл вводятся (в струе аргона или азота) флюсы на основе извести и плавикового шпата; смеси, содержащие кроме шлакообразующих также кальций или магний; реагенты, которые вследствие высоких энергий взаимодействия и соответствующего пиро-эффекта обычными способами вводить в металл нельзя (кальций, магний).
3. Раскисление и легирование, в том числе для введения металлов, которые вследствие вредного действия на здоровье человека обычными методами вводить опасно (свинец, селен, теллур).
4. Ускорение шлакообразования, например в конвертерных цехах вдувание порошкообразной извести используется при переделе высокофосфористых чугунов.
5. Науглероживание. Вдуванием в металл порошкообразных карбонизаторов (графита, кокса и т. п.) обеспечивается решение разных задач, в частности: корректировка содержания углерода в металле; при недостатке или отсутствии чугуна можно повысить в металле содержание углерода до пределов, необходимых для нормального ведения процесса; раскисление металла (вдувание в окисленный металл порошка углерода вызывает бурное развитие реакции обезуглероживания; содержание кислорода при этом уменьшается, а выделяющиеся пузыри СО промывают ванну от газов и неметаллических включений). Порошок графита или кокса можно вводить в металл непосредственно в печи, а также в ковш или на струю металла, выпускаемого из печи в ковш.
Существуют и другие цели использования метода вдувания. Наибольшее распространение получила практика использования метода для введения в сталь такого реагента, как кальций.
19.6.2. Вдувание калыщйсодержа-щих материалов.Кальций обладает высоким химическим сродством к кислороду, поэтому введение его в металл обеспечивает высокую степень раскисления металла; кроме того, кальций обладает высоким химическим сродством к сере, поэтому введение его в металл обеспечивает высокую степень десульфурации металла. Одним из наиболее распространенных раскислителей является алюминий; при его использовании в металле образуются тугоплавкие включения глинозема, ухудшающие чистоту металла, снижающие механические свойства изделий из него, а также затрудняющие разливку вследствие зарастания разливочных стаканов. Оксид СаО, образующийся при введении кальция, взаимодействуя с частицами А12О3, способствует образованию менее тугоплавких неметаллических включений (рис. 19.26). Те из них, которые остаются в металле, имеют очень малые размеры и сферическую форму; они не деформируются в процессе обработки давлением, не вытягиваются в цепочки остроугольных кластеров, что характерно для включений глинозема, и в малой степени ухудшают свойства металла. Раскисленная алюминием сталь после введения кальция практически не содержит пластичных силикатов.
Кальций уменьшает также вредное влияние оставшейся в металле серы, так как механические свойства сульфида кальция CaS существенно выше свойств сульфида марганца MnS; в результате сульфиды также приобретают более округлую форму при значительно меньшей длине (вдоль направления пластической деформации). Кальций оказывает положительное влияние как реагент, существенным образом влияющий на скорость удаления включений, поскольку присутствие кальция
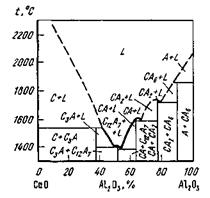
Рис. 19.26.Диаграмма состояния СаО-А12О3 (С— СаО, А—А12О3, I —жидкость)
способствует переводу включений глинозема в жидкие алюминаты кальция, что, в свою очередь, способствует ускорению удаления включений из металла. Сталь, подвергнутая обработке кальцием, характеризуется существенно более высокой обрабатываемостью, что способствует повышению производительности металлообрабатывающих станков благодаря возможности работы на повышенных скоростях резания. Стали, обработанные кальцием, имеют лучшие показатели анизотропии свойств. При использовании добавок кальция значительно улучшаются показатели механических свойств стали и снижается сегрегация в крупных слитках для поковок и др.
Растворимость кальция в металле невелика — в чистом железе она составляет -0,032 %. Такие обычно встречающиеся в стали примеси, как углерод, кремний, алюминий, никель, повышают растворимость кальция. Наибольшее влияние оказывает углерод: каждый 1 % углерода повышает растворимость кальция почти вдвое.
Процесс введения кальция в сталь характеризуется рядом особенностей: пироэффектом, малой степенью усвоения и соответственно повышенной стоимостью обработки и т. д. Учитывая это, распространение получили два приема работы: 1) добавка кальция в составе различных сплавов, смесей, соединений («разубоживание» материала); 2) введение кальция (в виде этих смесей и соединений) не на поверхность, а в глубь металла («инъекция» или «инжекция»). Само появление термина «инъекционная» (или «инжекционная») металлургия связано с разработкой способов введения в глубь металла именно кальция. Осуществлялось введение кальция прежде всего методом его вдувания в порошкообразном состоянии. Термин «инъекционная», или «инжекционная», металлургия введен шведскими металлургами, разработавшими одну из разновидностей способа с использования фурм 1-образного вида (рис. 19.27, а): способ Ijили I(от англ, injection — инжекция).
В настоящее время для введения в глубь металла широко используют в порошкообразном виде различные
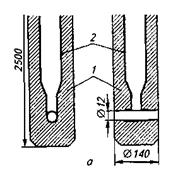
Рис. 19.27.Фурма (а) для вдувания кальций-содержащих материалов в металл (1 — высокоглиноземистый огнеупор; 2 — стальная трубка). Общий вид устройства б— см. на цветной вклейке
шлаковые смеси, а также магний, барий, РЗМ; способы ввода реагентов в глубь металла разнообразны, поэтому под терминами «вдувание порошков», «инжекционная металлургия» подразумевается большое число самых разнообразных технологий. Например, этим способом обрабатывают конвертерную сталь, предназначенную для изготовления газопроводных труб, эксплуатируемых в тяжелых условиях Севера. Метод широко распространен за рубежом (под разными названиями); например, в Германии данный способ известен как TN '-процесс. В США, Канаде и некоторых других странах этот метод получил название CAB 2-процесс. Метод используют, в частности, при производстве стали, применяемой для изготовления листа для сварных тяжело нагруженных конструкций. Жидкую сталь выпускают в ковш, который затем закрывают крышкой, и через нее вводят фурму для вдувания кальция в струе аргона (рис. 19.28). Кальций испаряется и, поднимаясь вместе с пузырями аргона, связывает серу в сульфид CaS, который ассимилируется шлаком. Большое значение при этом имеет состав футеровки ковша (рис. 19.29). Введением ЩЗМ в расплав в ковше с основной футеровкой достигается получение очень низкой активности кисло рода в стали и создаются благоприятные условия для удаления серы до значений -0,002 %. Содержание кислорода составляет 0,0006-0,0008 %.
1 По названию предприятия «Thyssen Niederrhein AG» (Германия).
2 От англ, calcium-argon-blowing— кальций-аргон-продувка.
Метод вдувания в металл в ковше порошков может использоваться также для получения стали с регламентированным содержанием азота и для легирования кремнием, никелем, молибденом, вольфрамом, свинцом и др. Для получения низкосернистой азотсодержащей стали могут использоваться смеси, содержащие цианамид кальция CaCN2. В этом случае несущим газом является азот. При вдувании смеси кроме насыщения металла азотом одновременно протекают процессы науглероживания, раскисления и десуль-фурации. Условия перехода азота в металл из несущего газа улучшаются при снижении в стали содержания кислорода и серы; и кислород, и сера являются поверхностно-активными элементами и препятствуют переходу азота в металл. В случае вдувания в ковш в струе азота порошка СаО с 10 % Mg по мере удаления из металла серы и кислорода содержание азота возрастает (рис. 19.30), что особенно заметно на заключительной стадии продувки, когда содержание серы снижается до 0,02 %, а кислорода - до < 0,005 %. Состав попадающего из печи в ковш шлака в значительной степени влияет на протекание реакции десульфурации в ковше (рис. 19.31) и низкие концентрации серы. Снижение температуры металла при продувке его в ковше порошками по полученным на практике данным составляет 2—3 °С /мин.
19.6.3. Организация подачи порошков. Обычно порошкообразные реагенты вводят в металл через фурму сверху. Существуют и другие способы введения порошков: 1) через стакан-отверстие в шиберном затворе; 2) в подводящий патрубок (или в камеру над подводящим патрубком) установки вакуумирования. В этом случае дегазация металла вследствие вакуумирования осуществляется одновременно с десульфурацией под воздействием вдуваемых реагентов (например, смеси Са + CaF2)3.
3 За рубежом метод часто обозначают VI или VIj (от англ. Vacuum-Injection).
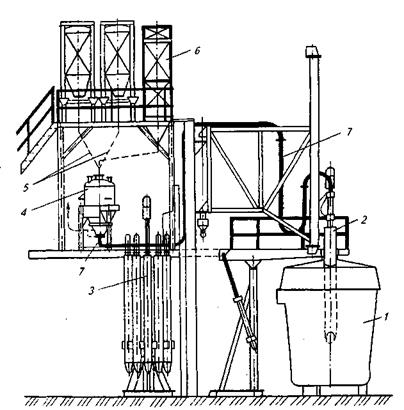
Рис. 19.28.Современная установка для вдувания в металл кальцийсодержащих материалов:
/ — ковш, накрытый крышкой; 2—фурма; 3 — карусельная установка с запасными фурмами; 4— питатель; 5_ бункера с материалами для вдувания; 6— пылеулавливающая установка; 7— устройства для подачи газопорошковой смеси от питателя к фурме
Роль футеровки ковша и шлака в ковше. При вдувании порошкообразных материалов в ковш десульфурация происходит как на границе металла со шлаком, так и на поверхности всплывающих частиц вдуваемого материала. На рис. 19.29 отражена роль футеровки в процессе обработки такими сильными реагентами, как кальций. При взаимодействии растворенного в металле кальция с входящими в состав шамотной футеровки оксидами (А12Оз
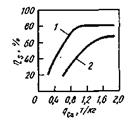
Рис. 19.29.Влияние футеровки ковша на десульфурацию при вдувании в металл кальция:
/ — футеровка из доломита; 2— футеровка из шамота
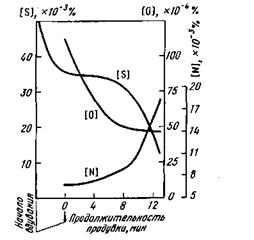
Рис. 19.30.Изменение содержания серы, кислорода и азота в металле во время продувки металла в ковше смесью СаО + 10 % Mg в струе азота
307 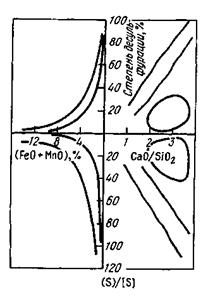
Рис. 19.31. Влияние состава шлака в ковше
после продувки порошками на степень де-
сульфурации
и особенно SiO2) протекают реакции типа SiO2(фут) + 2 [Са] = 2 (СаО) + [Si]. При воздействии на металл такими сильными реагентами, как ЩЗМ или РЗМ, кислая или полукислая футеровка ковша может играть роль окислительной фазы и образующиеся оксидные включения остаются в металле, загрязняя его. Кроме того, составляющие кислой футеровки ковша, частично переходя в шлак, снижают его основность. На рис. 19.32 показана обобщенная схема изменения содержания кислорода и серы в процессе обработки кальцием в ковшах с разной футеровкой. Практика показала, что во всех случаях окисленность металла существенно влияет на процесс его десульфурации. Особо низкое содержание серы (< 0,005 %) может быть получено лишь в том случае, когда активность кислорода в металле снижена до 0,001.
Применяемые материалы и их расход. Наряду с такими кальцийсодер-жащими соединениями, как силико-кальций и карбид кальция, для продувки порошками применяют и другие материалы и смеси, в частности магний в смеси с известью или плавиковым шпатом, смесь извести с плавиковым шпатом, а также синтетические жидкие или твердые шлаковые смеси на основе извести, глинозема и плавикового шпата. В зависимости от состава стали и применяемого метода обработки расход смесей колеблется в пределах от 1 до 5 кг/т стали. Чаще других в качестве реагента используют силикокальций (рис. 19.33).
При вдувании СаС2 и CaSi эффект раскисления и степень чистоты стали примерно одинаковы. Приходится, однако, учитывать, что при использовании силикокальция в сталь неизбежно попадает кремний, при использовании карбида кальция — углерод. В связи с этим СаС2 предпочитают использовать для обработки стали, содержащей > 0,2 % С. Для обработки низкоуглеродистых сталей обычно используют более дорогостоящий сили-кокальций. В случаях, когда производят стали со строго контролируемым содержанием и углерода, и кремния (например, стали для нужд авиации и космонавтики), используют еще более дорогостоящий чистый кальций, например в виде плакированной кальци-
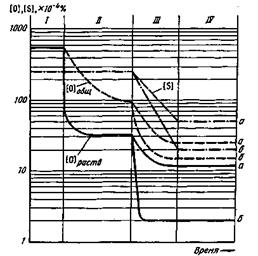
Рис. 19.32. Изменение содержания кислорода и серы в стали в процессе ее обработки в ковше продувкой кальцием:
/—выпуск и раскисление алюминием; Я—транспортировка ковша к месту обработки; Iff— обработка кальцием; IV— разливка: а — кислая футеровка ковша; б—основная футеровка ковша; [О^щ — общее содержание кислорода в стали; [О]^^,, — содержание растворенного кислорода
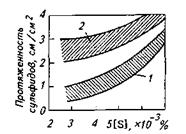
Рис. 19.33. Влияние серы в штрипсовой стали типа 09Г2ФБ на протяженность сульфидов с обработкой (1) и без обработки (2) си-ликокальцием (данные для МК «Азовсталь»)
ем проволоки. Расход магния ограничивается высокой турбулентностью движения металла при введении магния в ковш; при использовании смеси Mg + Са увеличивается общий расход вдуваемых материалов, но получают металл высокой чистоты. По данным исследований, для достижения почти полной изотропности стали необходимо достижение концентрации серы < 0,004 %; для получения сульфидов абсолютно глобулярной формы и размером 1 балл требуется содержание серы в стали < 0,003 %. Многочисленные исследования показали, что повышение степени десульфурации наблюдается обычно до расхода кальция 1,5 кг/т. Дальнейшее повышение расхода кальция не приводит к пропорциональному росту степени десульфурации; она определяется уже другими факторами.
В современном производстве большинство сталей раскисляют алюминием. При определении количества алюминия в подаче расчет ведут обычно таким образом, чтобы в жидкой стали присутствовало остаточное его количество. Алюминий не только удобен (технологичен), но и служит действенным модификатором структуры, обеспечивающим получение более плотной стали с заданным мелким зерном и хорошими показателями пластичности и вязкости. Вместе с тем А12О3 при общей относительно высокой чистоте стали вызывает резкое ухудшение жидкотекучести, затягивание каналов разливочных стаканов. Кристаллические остроугольные включения А12Оз как концентраторы напряжений и очаги разрушения металла особенно опасны в условиях охрупчивания стали при низких температурах и больших мгновенных нагрузках. Отрицательное влияние А12Оз проявляется и на свойствах жидкого и твердого металла; этим объясняется запрет на его применение для раскисления некоторых марок сталей ответственного назначения, например железнодорожного сортамента, хотя при этом возникают проблемы обеспечения качества металлопродукции. В данном случае используют обработку стали, раскисленной алюминием, кальцийсодержащими реагентами; тем самым устраняется негативное действие алюминия.
На рис. 19.34 представлена условная схема образования неметаллических включений при различном соотношении Са / А1.
При соотношении Са / А1 в пределах 0,07—0,10 преобладают включения
СаО ∙ бА12О3, которые при температурах сталеварения находятся в твердом виде и осаждаются на стенках разливочного стакана. При отношении Са/А1 >0,10 преобладающим типом включений являются жидкие включения СаО • 2 А12О3 и сталь хорошо разливается. Для обычных содержаний алюминия 0,015—0,040 % хорошая разливаемость может быть получена при 0,002-0,06 % Са. При разработке технологии в конкретных условиях производства необходимо
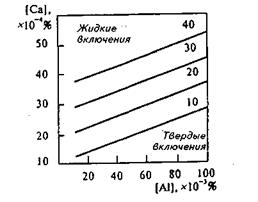
Рис. 19.34. Оценка неметаллических включений в зависимости от общих концентраций алюминия, кислорода и кальция (цифры у кривых — содержание кислорода общего, х 10 -4%)
учитывать также следующие дополнительные факторы: 1) вторичное окисление металла, обработанного в ковше, существенно снижает эффективность обработки и заметно уменьшает стабильность достигаемых показателей качества; 2) получение в процессе обработки очень чистого металла, снижение содержания в металле таких поверхностно-активных примесей, как кислород и сера, приводит при контакте с воздухом (в процессе разливки) к заметному возрастанию содержания в металле азота. Таким образом, при выборе технологии продувки приходится учитывать состав обрабатываемой стали, ее окисленность, содержание алюминия, возможности защиты металла от контакта с воздухом и др. Определенное значение имеет также продолжительность продувки металла в ковше аргоном после окончания подачи вдуваемых смесей. Обычно момент максимального удаления из металла включений устанавливается экспериментально в каждом конкретном случае.
19.6.4. Введение смесей без вдувания.Во многих случаях достаточно удовлетворительные результаты де-сульфурации получают не вдуванием порошков, а более простым методом — введением порошкообразных смесей сверху на струю металла. Так, в конвертерном цехе металлургического комбината «Азовсталь» для снижения содержания серы во время выпуска применили твердую шлакообразую-щую смесь извести и плавикового шпата. Смесь с транспортерной ленты подают в расположенные над конвертерами расходные бункера, из которых она по системе точек и промежуточных бункеров поступает в сталеразливочный ковш.
Смеси на основе извести и плавикового шпата используют на многих металлургических заводах. Такой метод введения порошкообразных материалов по эффективности их использования уступает методу вдувания. Использование данного метода целесообразно лишь в случае, когда отсутствует оборудование для введения материалов непосредственно в глубь металлической ванны или для расплавления и использования в жидком виде.
Метод «выстреливания». Поскольку работы с высокоактивным порошкообразным кальцием требуют особой осторожности, можно использовать менее опасную технологию, которая заключается в выстреливании в металл, находящийся в ковше, при помощи автоматического устройства «пуль», изготовленных из кальцийсо-держащих сплавов. Разработавшая этот способ японская фирма назвала его SCAT '-процессом.
Одновременно с рассмотренным разработан метод введения в металл алюминия выстреливанием, названный методом ABS 2.
В случае раскисления алюминием металла в ковшах большой вместимости (200т), когда требуется вводить в ковш значительные количества алюминия, используют пневматический пулемет, стреляющий пулями длиной 450мм, диаметром 31мм и массой 0,8 кг. Скорострельность его составляет 800 пуль/мин. Вопрос о том, какой раскислитель (кальций или алюминий) вводить методом выстреливания, решают в каждом конкретном случае в зависимости от состава стали и требований, предъявляемых к ее качеству. Для реализации методов выстреливания требуется сравнительно сложное оборудование. Более перспективным оказался описанный ниже метод ввода в металл сильных раскислителей или раскисляющих смесей (порошкообразных), помещенных в стальную оболочку в виде проволоки.
19.6.5. Введение материалов в виде проволоки.Такие материалы, как порошкообразный кальций, являются дорогостоящими. Практика показала, что существенная экономия кальция достигается при введении порошка кальция в металл в виде проволоки, состоящей из оболочки (обычно стальной), внутри которой находится спрессованный порошок (рис. 19.35). Оптимальным является вариант введения проволоки через специальное отверстие в крышке, которой накрыт сталеразливочный ковш. Однако рас пространение получила и более простая технология введения проволоки в открытый ковш без крышки. Материалы можно вводить в металл как одной проволокой, так и двумя одновременно. При этом в одной проволоке может находиться порошок силикокальция, а в другой — алюминий. В большинстве случаев кальцийсодер-жащую проволоку вводят в ковши, оборудованные устройствами для продувки (и перемешивания) металла снизу через пористое днище (или пористые пробки) аргоном, чтобы обеспечить необходимые условия для удаления образующихся неметаллических включений.
1 System of Calcium Adding Technique — способ введения кальция.
2 Al-Bullet-Shooting — выстреливание алюминиевыми пулями.
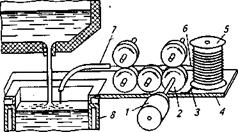
Рис. 19.35.Устройство для подачи в металл проволоки
Проволоку получают путем непрерывного введения порошкообразного силикокальция в тонкостенную оболочку из низкоуглеродистой стали, которую затем прокатывают до диаметра 5—18 мм и сматывают (длина проволоки 1250—3300м) на металлические или деревянные катушки (рис. 19.36). Материалом сердцевины проволоки' кроме сплавов кальция могут служить сплавы бария, бора, титана, циркония, теллура, селена. Как показано многими исследователями, эффект применения от обработки жидкой стали проволокой, начиненной силикокальцием, проявился в преобразовании твердых скоплений А12О3 в низкоплавкие круглые включения алюминатов кальция. Применение проволоки способствовало усилению усвоения кальция и улучшению жидкотекучести стали. Проволоку можно вводить не только в ковш, но и в кристаллизатор (при непрерывной разливке).
Устройство, разработанное в Дон-НИИчермете, состоит из пневматического привода 1 (см. рис. 19.35) с понижающим редуктором, состоящим из шестерен с роликами 2, подающими алюминиевую проволоку 3 с бухты 4. Пневматический привод с редуктором и бухта с проволокой смонтированы на общем основании 5. Разгон бухты предотвращается пластинчатой пружиной 6. Проволока через направляющий патрубок 7 поступает в кристаллизатор 8. Скорость подачи проволоки регулируют изменением давления воздуха, подводимого к пневмоприводу, в соответствии с предварительной его калибровкой.
Одновременное использование кальцийсодержащей и алюминиевой проволок может быть заменено применением кальций-алюминиевой проволоки (КАП), в которой вместо стальной ленты-оболочки используют алюминиевую.
К достоинствам КАП относятся отсутствие балластного материала оболочки из железа, соответственно повышение удельного содержания кальция в материале и более высокая скорость ввода его в металл, а также экзотермический эффект от окисления вводимого с КАП алюминия.
'В отечественной литературе получила распространение аббревиатура ПП (порошковая проволока).
19.6.6. Использование утапливаемых блоков.Для снижения угара и повышения эффективности использования таких легкоплавких или легкоис-
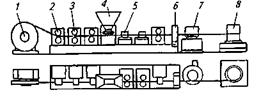
Рис. 19.36.Схема технологической линии на Чепецком механическом заводе (г. Глазов) для производства порошковой проволоки:
/ — разматыватель; 2 — направляющие ролики; 3 — клеть с горизонтальными валками (3 шт.); 4— питатель; 5—клеть с вертикальными валками (2шт.); 6— волочильная головка и чистовой блок; 7— волочильный барабан; 8— сматыватель
паряющихся элементов, как алюминий, кальций, магний и др., некоторое распространение получил метод введения их в ковш в глубь металла в виде блоков (метод утапливания). Кальций, например, вводят заключенным в тонкий стальной кожух-блок цилиндрической формы. Состоящий из железа и кальция блок крепят на защищенной футеровкой штанге (рис. 19.37). Соотношение содержаний железа и кальция в блоке подбирают таким, чтобы обеспечить постепенное взаимодействие кальция, снижение его потерь, а также уменьшение дымо- и пламеобразования. Для введения блоков в металл не требуется сложное оборудование. Еще более простым является метод опускания (утапливания) в металл алюминиевых блоков. В качестве материала для вводимых в глубь металла блоков могут быть использованы композиционные (два или три реагента одновременно).
На основании многолетних исследований, проводимых МГВМИ, были
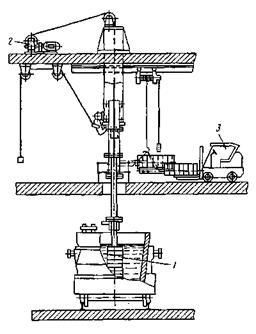
Рис. 19.37.Установка для ввода алюминиевых блоков в сталеразливочный ковш, применяемая на заводе «Азовсталь»:
/—штанга с алюминиевыми блоками; 2—привод; 3— погрузчик
разработаны основные положения технологии и физическая модель процесса, предполагающая создание в объеме металла локальных зон, в которых условия протекания реакций выгодно отличаются от условий их протекания в объеме расплава. Так, например, при продувке расплава каль-цийсодержащими смесями была установлена положительная роль алюминия, дополнительно введенного в состав смеси. Установлено, что при продувке металла смесью, включающей алюминий, в реакционной зоне создается локальная область глубокораскисленного металла. При этом в объемах металла, удаленных от реакционной зоны, содержание кислорода может быть существенно выше. Объем реакционной зоны в зависимости от интенсивности продувки составляет 15-20 % от объема ковша. Вдувание смесей, содержащих алюминия 0,2— 0,9 кг/т, обеспечивает в этой зоне наличие глубокораскисленного металла. Блокирование зоны десульфурации алюминием, вводимым в состав смеси, приводит к повышению степени использования кальция до 80—85 % и обеспечивает глубокое обессеривание расплава.
В дальнейшем концепция создания искусственных локальных зон для эффективного раскисления и легирования была использована при разработке технологии легирования титаном в ковше коррозионностойких хромони-келевых сталей. При этом предусматривалось введение титана не в виде чистого ферротитана, а в виде композиционного материала ферротитан-алюминия с использованием кускового ферротитана. В связи с этим была разработана специальная технология приготовления кусковых композиционных материалов, заключающаяся в погружении кускового ферротитана в расплав алюминия для формирования алюминиевой оболочки. Оба элемента (титан, алюминий) во вводимых композитах должны быть в определенном количественном соотношении. Управлять этим соотношением можно за счет регулирования размеров кусков ферротитана и толщины алюминиевой пленки в процессе производства композитов. Схемы взаимодействия с
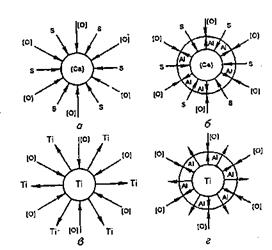
Рис. 19.38.Схемы взаимодействия с жидкой
сталью добавок, содержащих кальций или
титан:
а, в — без алюминиевой оболочки; б, г — в виде брикетов с алюминиевой оболочкой
жидкой сталью таких комплексных блоков показаны на рис. 19.38.
Кальций имеет высокое сродство и к кислороду, и к сере. Схема образования сульфидов кальция при введении в металл кальция и алюминия может быть представлена в виде
СаО + S + 2/3 Al = CaS + 1/3 А12О3.
Равновесие системы Ca-S-Al изучалось неоднократно. Во всех случаях увеличение содержание алюминия заметно сдвигает равновесие в сторону снижения содержания серы. Соответственно снижается количество сульфидов в стали. При этом различный способ введения кальция в известной мере влияет на условия образования и удаления также и оксидных включений и на эффективность использования кальция в целом. Поскольку в значительном числе случаев в процессе образования оксидных включений принимает участие также кремний, целесообразно рассматривать систему CaO-Al2O3-SiO2 (рис. 19.39). Стрелками на диаграмме показано направление перевода образующихся при обработке оксидных включений в менее тугоплавкие (стадии I—IV).
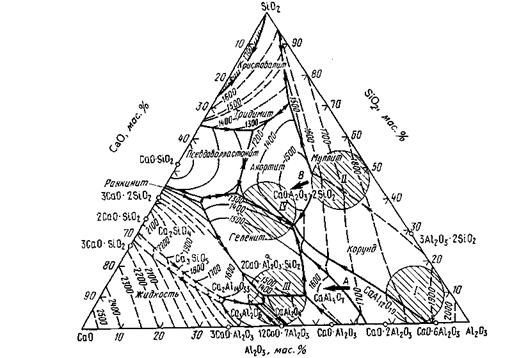
.Рис. 19.39.Влияние обработки металла кальцием на состав включений в системе СаО-А12О3-SiO2 (А — сталь, раскисленная алюминием; В— сталь, раскисленная алюминием и кремнием)
Дата добавления: 2015-06-22; просмотров: 1385;