Трещины сварных соединений и основного металла стенки
Допускается производить ремонт сваркой трещин длиной не более 100мм, расположенных по сварным или основному металлу (рис.2.19в).
Расчистить дефектное место и определить границы трещины. Для определения расположения и глубины рекомендуется применять магнитный или вихретоковый индикатор трещин.
Засверлить концы трещины сверлом диаметром 6-8мм (рис.2.19г).
Разделать кромки трещины с зазором между ними 2  1мм. Разделку принять двухстороннюю с углом 45
1мм. Разделку принять двухстороннюю с углом 45  .
.
Заварить дефектный участок ручной дуговой сваркой электродами Э50А диаметром 3,25мм. Режимы сварки – по паспорту применяемых электродов.
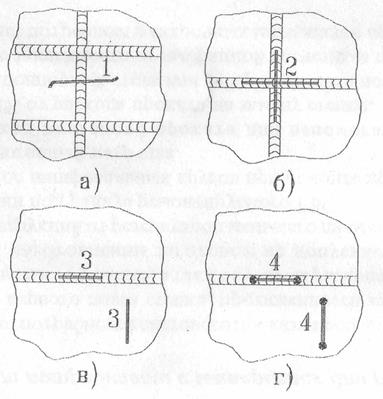
Рис.2.19. Трещины сварных соединений и основного металла стенки резервуара
а) поперечная трещина сварного шва, распространившаяся на основной металл; б) пересечение трещин; в) трещины сварных соединений и основного металла стенки длиной до 100мм; г) подготовка трещин к сварке; 1,2,3 – трещины; 4 – ремонт трещин
В случае пересечения трещин (рис.2.19б), возникновения поперечных трещин сварных соединений, распространившихся на основной металл стенки (рис.2.19а), а также при длине трещины более 100мм необходимо заменить дефектные участки стенки длиной на 1000мм больше границ расположения трещин. При возникновении трещин в основном металле обязательно выполняется металлографический анализ заменяемого участка.
Дата добавления: 2015-04-01; просмотров: 1816;