Ремонт первого пояса стенки РВС методом частичной
Замены
1. Изготовить заготовки из листа в соответствии с размерами проката и картой замены стенки. Толщину проката и марку стали выбирать в соответствии с паспортом резервуара. При отсутствии паспорта толщину проката принимать согласно типового проекта или по результатам измерения толщины стенки, а марку стали определить проведением химического анализа.
2. Если заготовки изготавливаются в Завадских условиях, то необходимо выполнить рекомендуемую подготовку кромок под сварку для данного типоразмера РВС.
3. Замену участка стенки первого пояса начинать с точки, отстоящей от вертикального шва на расстояние не менее 500мм. Замену проводить в направлении по часовой стрелке.
4. Выдерживать разбежку между остающимися и монтируемыми вертикальными швами не менее 500мм.
5. Разметить на стенке место вырезки.
6. Не допускается выполнять вырезку более одного окна.
7. Перед резкой проёма на стенке резервуара необходимо ограничить возможные поперечные перемещения остающейся части корпуса РВС. Для этого установить временные ребра (рис.2.9), соединяющие остающуюся кромку РВС и окрайки, периодичность установки принять 1-1,5м вдоль направления реза.
8. Для РВС-20000 допускается единичная вырезка участка стенки длиной не более 10м (оптимальная 6м). Если дефектный участок имеет большую протяженность, ремонт ведется последовательно, с разбивкой стенки на отдельные захватки. В том случае если при устройстве проёма происходит значительный подъём (до 30мм) окраек, длину заменяемых участков нужно уменьшить до 3м, а появляющиеся деформации окраек устранять домкратами.
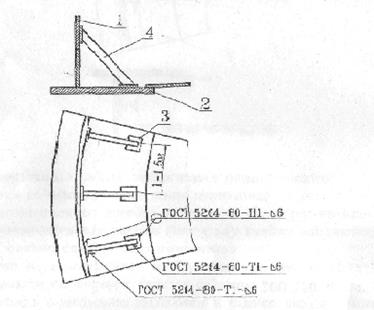
Рис.2.9. Установка временных ребер жесткости
1 – стенка резервуара; 2 – окрайка; 3 – подкладная пластина 200  200мм.; 4 – ребро жесткости 13 100 900мм.
200мм.; 4 – ребро жесткости 13 100 900мм.
9. При значительных отклонениях образующих стенок от вертикали в месте ремонта РВС рекомендуется дополнительно устанавливать по верхней кромке реза ребро жесткости из двутавра №30, повторяющее радиус резервуара (рис.2.10).
10. Если не предусмотрен демонтаж окрайки, то резку нижней части заменяемого участка стенки выполнить газовой резкой на 5-10мм. Выше упорного шва с последующей доводкой шлифмашинкой, остальных частей – газовой резкой.
12. Кромки деталей после кислородной резки зачистить механическим способом (шлифмашинкой) на глубину не менее 2мм. Зачистить до металлического блеска поверхность свариваемых деталей на ширину 25-30мм от оси стыка.
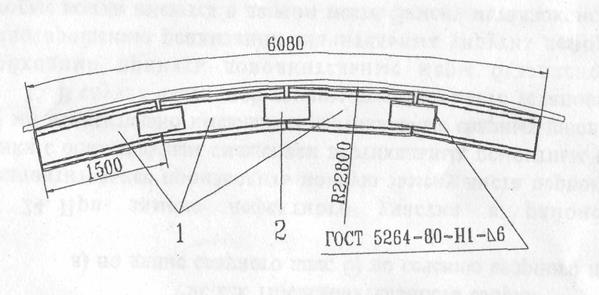 |
Рис.2.10. Ребро жесткости для РВС-20000
1 – двутавр №30 l=1500мм-4шт.; 2 – соединительная пластина-6шт.
13. Последовательность сварки (рис.2.11а): сварка вертикального шва (I); сварка горизонтального шва по верхней кромке (II); сварка уторного шва (III). Сварку горизонтальных швов выполнять от середины к краям. Сварку швов выполнять двумя сварщикам одновременно.
14. Сварку стыковых швов выполнять в следующей последовательности (рис.2.11б): сварка корневого слоя (I); сварка наружного заполняющего слоя (II); сварка внутренних заполняющих и облицовочного слоёв (III, IV, V); сварка наружного облицовочного слоя (VI). Перед сваркой с внутренней стороны зачистить корень шва.
 |
15. Сварку уторного шва выполнять в следующей последовательности (рис.2.11б): сварка корневого слоя (I); сварка внутренних заполняющих и облицовочного слоёв (II, III); сварка наружного облицовочного слоя (IV). Перед сваркой с внутренней стороны зачистить корень шва.
Рис.2.11. Последовательность сварки
а) по длине сварного шва; б) по сечению сварного шва
16. При замене дефектного участка в районе ПРП предпочтительнее производить полную замену листа первого стенки с обязательным смещением вертикальных ремонтных швов стенки.
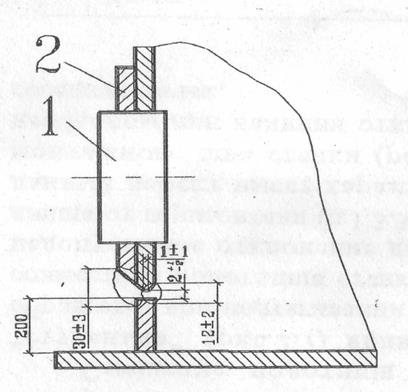 |
17. Если на стенке имеется воротник 2 люка-лаза или патрубка 1 (рис.2.12) и расстояние между уторным швом и швом воротника менее 200мм, газовую резку выполнять под углом 45
 на расстоянии 200мм от уторного шва, захватывая воротник в нижней части. Притупление кромок разместить посередине листа стенки. Необходимо отметить, что при последующем просвечивании участка, отремонтированного таким образом, обнаруживается дефект верхней части сварного шва, которого в действительности нет.
на расстоянии 200мм от уторного шва, захватывая воротник в нижней части. Притупление кромок разместить посередине листа стенки. Необходимо отметить, что при последующем просвечивании участка, отремонтированного таким образом, обнаруживается дефект верхней части сварного шва, которого в действительности нет.
Рис.2.12. Геометрические размеры сварного шва
1 – патрубок; 2 – воротник
Дата добавления: 2015-04-01; просмотров: 8450;