Призначення стержнів та їх конструктивні особливості
Стержні застосовують для отримання у відливці внутрішніх або зовнішніх порожнин.
При заливці форми стержні з усіх боків оточені розплавом, тому до них висуваються такі вимоги:
1) Стійке положення у формі.
2) Міцність і добра податливість.
3) Вогнетривкість.
4) Висока газопроникність.
5) Добра здатність до вибивання.
Міцність і вогнетривкість стержня забезпечується складом стержневої суміші, покриттям стержня вогнетривкою фарбою.
Отримання у відливці отворів з точними розмірами згідно кресленню досягається окрім геометричних розмірів стержнів їх точною установкою у формі. Для цього (стійкого положення у формі) стержні повинні мати достатню кількість стержневих знаків певних розмірів по ГОСТу (рис.16). Стержневі знаки забезпечують стійкість, фіксацію і виведення газів зі стержня.
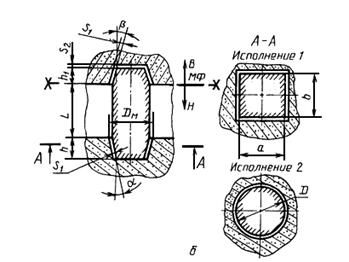
Рисунок 16. Стержень з вертикальними стержневими знаками.
Якщо стержневі знаки не можуть забезпечити стійкість стержня, встановлюють жеребейки (рис.17).
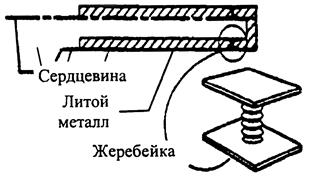
Рисунок 17. Установка у форму жеребейки для підтримки стержня.
Для збільшення міцності стержнів в них при формовці вставляють каркаси – дротяні або литі. Дротяні каркаси (рис.19,а) виготовляють зі стального відпаленого дроту діаметром 1-12мм (для дрібних і середніх стержнів). Литі каркаси (рис.18, 19,б,в) відливають з сірого чавуну у вигляді рамок із залитим в них дротом діаметром 6-10мм (для крупних стержнів).
У каркасах для крупних і середніх стержнів виконують підйоми для підвішування їх на крані.
Відстань від дротяного каркасу до поверхні стержня – 5-10мм, для литих каркасів – 20-35мм.
Каркаси не повинні перешкоджати усадці, не заважати вентиляції стержня, легко видалятися при вибивці стержня. В умовах масового виробництва каркаси застосовувати небажано.
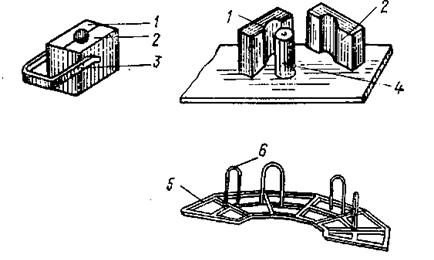
Рисунок 18. Роз’ємний стержневий ящик та литий каркас для стержня: 1, 2 – половини стержневого ящика, 3 – скоба для скріплення половин ящика, 4 – циліндричний стержень, 5 – чавунна рамка, 6 – стальні прутки.
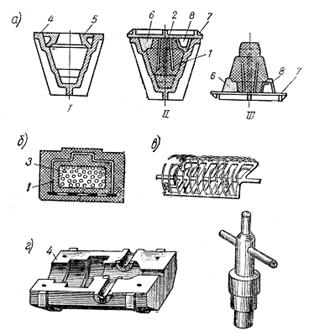
Рисунок 19. Технологія виготовлення стержнів: 1 - каркас; 2 - газовий канал; 3 - кокс або шлак; 4 — стержневий ящик; 5 — вкладиші; 6 — формувальна суміш; 7 — сушильна плита; 8 — піддон.
При заливці стержні виділяють велику кількість газів (при вигоранні добавок), тому в них виконують вентиляційні канали такими способами:
1. Наколювання стержнів вентиляційною голкою через знакові частини.
2. Прокладання восковиків – заформовування воскового шнура, який після виплавки воску під час сушки стержня виймають.
3. Прокладання солом’яних джгутів, які вигорають при заливці металу.
4. Укладання коксової гарі, керамзиту всередину крупних стержнів при їх виготовленні.
5. Вирізання каналу гладилкою в площині роз’єму (при склеюванні стержня з двох половин).
6. Заформовування в стержнях стальних прутків або труб з наступним видаленням.
Дата добавления: 2015-05-21; просмотров: 1238;