Оснащення для машинної формовки
Машинну формовку здійснюють в двох опоках. Форма складається з верхньої і нижньої півформ. Виключення – стопочна і безопочна формовка.
Модельно-опочне оснащення має особливості, пов’язані з умовами великої серійності виробництва:
1) необхідність високої точності і якості відливок зумовлює застосування точних взаємозамінних опок з обов’язковим взаємним центруванням, металічних моделей і стержневих ящиків;
2) через швидкий темп роботи і оборот опок для центрування застосовують центруючі і направляючі втулки, опоки – легкі і міцні; моделі монтують на постійних підмодельних плитах, скріплення форм перед заливкою – швидке і надійне;
3) ретельне відпрацювання всіх етапів технології для отримання найбільшої економічності.
Підмодельні плити для машинної формовки виготовляють металічними. На них кріпляться моделі відливок і ливникової системи. При використанні роз’ємних моделей кожна половина моделі кріпиться на окремій плиті. Застосовують плити (рис.10, 11):
1) односторонні – моделі розташовують на одному боці;
2) двохсторонні – на одному боці модель верху, на іншому – низу, застосовують при безопочній формовці;
3) реверсивні – одностороння плита з верхньою і нижньою частиною моделі; на одній і тій самій плиті по черзі формують нижні і верхні опоки, перед виготовленням верхньої півформи плиту розвертають в горизонтальній площині на 180о;
4) координатні – з сіткою пронумерованих отворів для кріплення моделей; на моделях є кріпильні гвинти, розташовані у відповідності з цією сіткою; можна застосовувати для різних моделей в дрібносерійному виробництві.
Опоки для машинної формовки (рис. 12) застосовують суцільнолиті (з чавуну, сталі, алюмінієвих сплавів), зварні (складаються з стальних прокатних профілів або литих стальних елементів) і збірні (зі сталі, чавуну).
По конфігурації опоки бувають прямокутні, круглі, фасонні.
За призначенням: для ручної, машинної, автоматичної та безопочної формовки.
Вимоги до опок:
1) мати високу міцність і жорсткість;
2) мати високу точність;
3) добре утримувати формувальну суміш;
4) забезпечувати надійне центрування опоки верху і низу.
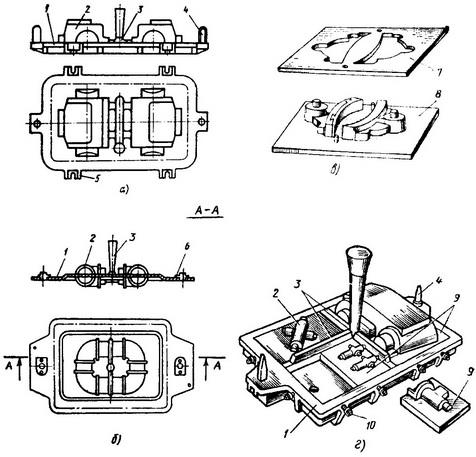
Рисунок 10. Модельні плити: а — одностороння, б — двохстороння, в — протяжна, г — швидкозмінна: 1 — підмодельні плити, 2 — моделі відливок, 3 — моделі елементів ливникових систем, 4 — штирі, 5 — приливи для кріплення модельної плити на столі формувальної машини, 6 — замок, 7 — верхня частина протяжної плити, 8 — нижня частина протяжної плити, 9 — модельні вкладиші, 10 — гвинти.
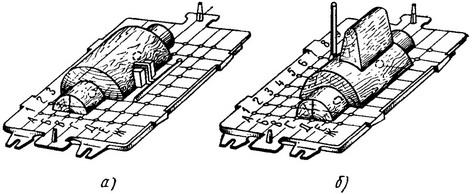
Рисунок 11. Координатні підмодельні плити для при виготовленні нижніх (а) і верхніх (б) півформ.
А х Б х Н – розміри опоки у світлі. Наприклад: 800х700х300мм. Розміри у світлі опок і елементи їх конструкцій нормалізовані ГОСТами.
Для транспортування і кантівки на опоках виконують ручки або цапфи (для кранових опок).
В стінках опоки виконують вентиляційні отвори для виходу газів, які утворюються при заливці. Для утримання суміші у великих опоках виконують ребра-хрестовини (перегородки).
Щоб у відливці не було перекосу, опоки верху і низу повинні взаємно центруватися. Для цього застосовують штирі і втулки (рис. 13).
Способи центрування:
- штирем (штирі вставляють у вушка верхньої опоки і наводять на вушка нижньої опоки);
- на штир (штирі вставляють в нижню опоку, а верхню отворами вушок направляють на штирі).
У вушках встановлюють втулки – центруючі (з круглими отворами) і направляючі (з прямокутним або овальним отвором), що дозволяє з’єднувати опоки з різною температурою нагріву.
Штирі виготовляють зі сталей 40, 45, піддають термічній обробці (HRC 40-45).
Втулки виготовляють зі сталей 40, 45, піддають термічній обробці (HRC 45-50).
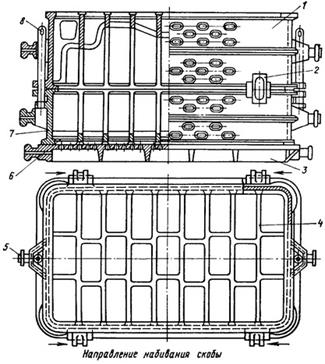
Рисунок 12. Кранові литі чавунні парні опоки: 1 — верхня опока, 2 — скоба, 3 — підопочна плита, 4 — хрестовини, 5 — цапфи, 6 - буртики, 7 — нижня опока, 8 — штир.
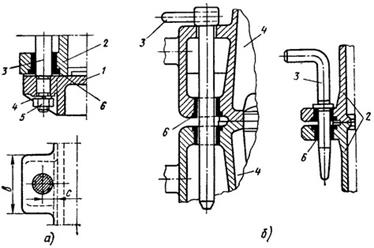
Рисунок 13. Штирі: а — нерухомі, б — знімні: 1 — модельна плита, 2 — опока, 3 – штир, 4 — пружинна шайба, 5 —гайка, 6 — втулка.
Дата добавления: 2015-05-21; просмотров: 1142;