Технология машинной формовки
Машинная формовка применяется в массовом и серийном производстве мелких и средних отливок. Она облегчает труд формовщика, увеличивает производительность труда и точность отливок.
При машинной формовке механизированы следующие операции:
а) Наполнение опок формованной смесью. Для этого единая формовочная смесь подаётся транспортёром в бункер, расположенный под формовочной машиной, и дозатор выдаёт определённую порцию смеси в опоку;
б) Уплотнение формовочной смеси;
в) Удаление моделей из формы;
г) Сборка и транспортировка форм к месту заливки.
На рис.2.10 представлена классификация формовочных машин. Лучшим методом уплотнения является тот, при котором степень уплотнения σ по высоте опоки h равномерна или несколько больше около модели. Как видно из рис.2.10, наилучшее уплотнение форм получают на пескомётах, а худшее – на прессовых машинах. Прессовые машины часще применяют для уплотнения невысоких опок.
По характеру применяемой энергии для приведения машины в действие различают: ручные, пневматические, гидравлические, механические и электромагнитные.
Для машинной формовки стержней, которая применяется в серийном и массовом производствах, используют прессовые, встряхивающие машины, пескомёты, мундштучные, пескодувные и пескострельные машины. Работа прессовых и встряхивающих машин, а также пескомётов, ничем не отличается от работы машин, применяемых при изготовлении форм.
Рис.2.10. Классификация машин, применяемых для для изготовления литейных форм.
Мундштучные машины (рис.2.11, а) применяют для изготовления стержней простой формы (круглого, трубчатого сечения) с постоянным поперечным сечением по длине. Стержневая смесь вытесняется поршнем 2 через мундштук 1, вентиляционный канал получают с помощью иглы 3. Полученный стержень разрезают на части необходимой длины. Недостаток мундштучных машин – невозможность применения каркасов, поэтому максимально изготовляемый диаметр стержней 50 мм.
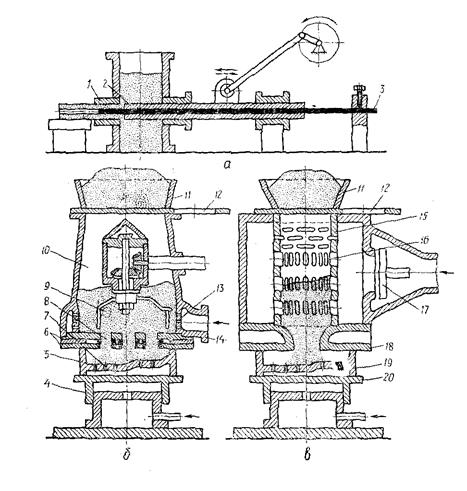
Рис.2.11. Машинная формовка стержней.
На пескодувных машинах (рис.2.11, б) могут быть изготовлены стержни любой сложности. Производительность машины 240…360 стержней/ч. В этих машинах стержневой ящик 5 прижимается пневмостолом 4 к дутьевой плите 6, через отверстие в которой сжатым воздухом из пескодувного резервуара 10 подаётся стержневая смесь, которая заполняет ящик и одновременно уплотняется. В пескодувный резервуар смесь поступает из бункера 11 через отверстие в шибере 12. Чтобы смесь в резервуаре не слёживалась, в нём вращается рыхлитель 9, и по трубе 14 через сетку 13 подаётся сжатый воздух. Из ящика воздух выходит через специальные отверстия-венты 7.
Более широко применяют пескострельные машины (рис.2.11, в). Они отличаются от пескодувных более быстрым впуском сжатого воздуха в пескострельный резервуар 15. Резервуар имеет множество узких щелей 16. Через клапан 17 и сквозь щели воздух подаётся в резервуар и подобно выстрелу выбрасывает смесь в стержневой ящик 19. прижатый к плите 18 пневмостолом 20.
Дата добавления: 2015-04-19; просмотров: 1798;