Бортовых систем
Взаимозаменяемость бортовых систем при зависимом методу изготовления обеспечивается плазово-эталонным методом увязки. Он осуществляется в несколько этапов:
- предварительная отработка и согласование элементов бортовых систем на плоских плазах;
- объемная отработка геометрического расположения элементов систем с помощью объемных плазов и макетов планера (технологических машин);
- создание эталонов элементов систем и другой контрольно-эталонной оснастки;
- перенос информации с эталонов на технологическую оснастку;
- перенос информации (размеров и формы) с технологической оснастки на элементы бортовых систем.
Схема плазово-этелонного метода представлена на рис. 2.3. Данный метод позволяет решать на этапе конструктивно-технологической отработки основные задачи повышения технологичности сист6ем, включая агрегатирование, рациональное размещение систем, удобство монтажа, контроля и испытания систем.
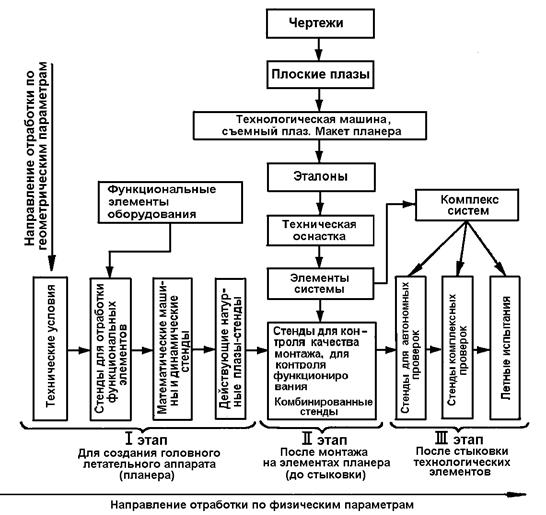
Рис. 2.3. Этапы отработки, контроля и испытания бортовых систем
На плоских плазах внутри контура каркаса производится размещение оборудования систем, затем кинематических схем механического управления летательным аппаратом, двигателем, посадочными средствами и, наконец, расположение трубопроводов и электрожгутов. При этом учитываются основные требования технологичности, производится увязка расположения сборочных и направляющих отверстий в деталях оборудования, каркаса и крепежных деталях.
Окончательная объемная увязка обеспечивает отработку необходимых зазоров и подходов для монтажа, пространственной компоновки оборудования, трасс прокладки коммуникаций, мест крепления, геометрической формы и размеров трубопроводов.
Объемная отработка производится с использованием:
- технологических (эталонных) отсеков ЛА;
- специальных макетов агрегатов планера (рис. 2.4);
- объемных плазов.
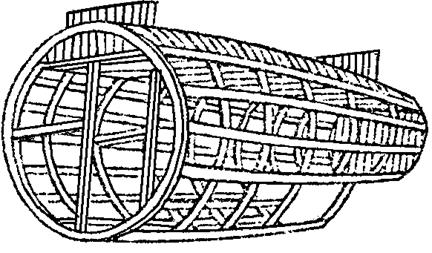
Рис. 2.4. Макет носовой кабины самолета
Отработка на технологическом ЛА возможна только после изготовления головных образцов ЛА. Появляются также трудности, связанные с ограниченностью объема, в котором ведется отработка. С целью облегчения отработки в труднодоступных участках и зонах ЛА изготавливают специальные макеты-имитаторы соответствующих участков по чертежам и плазам ЛА, но без обшивки или со съемной обшивкой, что обеспечивает просмотр и доступ как изнутри, так и снаружи. При наличии эталона поверхности (эталонный метод увязки) возможно изготовление по нему контрэталона методом слепка. Такой контрэталон после разъема по оси симметрии и установки элементов каркаса является высокоточным объемным плазом. В нем производится окончательная отработка размещение всех элементов оборудования в удобных условиях работы. Окончательная объемная увязка и отработка геометрического расположения должна производиться комплексными бригадами конструкторов, технологов, конструкторов технологической оснастки, представителей плазово-шаблонных цехов.
Дата добавления: 2015-04-25; просмотров: 2125;