Смачивание и растекание припоя, обратимое и необратимое смачивание, адгезия. Капиллярные явления при пайке, поднятие припоя по капиллярному зазору.
Паяное соединение получается в результате перемещения жидкой фазы по твердой и образования между ними прочной связи до затвердевания, при затвердевании и после него. Хорошая смачивающая способность припоя при этом является одним из важнейших условий получения качественного паяного соединения.
Перемещение жидкостей по поверхности твердого тела или внутри его происходит по разным причинам в зависимости от характера их физико-химического взаимодействия. В гидродинамике идеальной жидкости при определении закономерностей ее перемещения исходят из представления об однородной жидкости с заданной плотностью, не имеющей собственной формы. При этом пренебрегают особенностью состояния поверхности жидкости, отличающей ее от внутренней части. Более сложны модель вязкой жидкости и закономерности ее смещения.
В настоящее время при теоретическом изучении перемещения жидкой фазы по паяемому материалу обычно игнорируются возможные химические процессы между ними и учитываются только поверхностное натяжение и коэффициент вязкости жидкости.
Рассмотрим каплю жидкого припоя, лежащую на горизонтальной поверхности в среде флюса, исходя из предположения, что имеются идеально чистые поверхности металла, и что повторное окисление или другие воздействия окружающей среды невозможны. На рис. 1 показана трехкомпонентная система, в которую входят твердый металл, жидкость и газ.
1. Твердая фаза;
2. Жидкий припой;
3. Газовая фаза или флюс;
4. q - угол смачивания.
Рис. 1 – Схема равновесия капли жидкого металла на твердой поверхности
В момент полного термодинамического равновесия, при отсутствии диффузии или химической реакции, в системе существует граница раздела, на которой встречаются все три фазы. Фазы располагаются под некоторым углом друг к другу. Угол q, образованный касательными к границам раздела между твердым и жидким металлом, содной стороны, и жидким металлом и газом или флюсом, с другой стороны, называется краевым углом или углом смачивания.
Рассмотрим векторы, исходящие из точки А. Три силы характеризуют величины поверхностной энергии, приводящие систему к равновесию.
Вектор sжг представляет собой поверхностное натяжение между жидким металлом и газом, действующее по касательной к линии поверхности жидкого металла. Фактически это сила, которая стремится уменьшить до минимума поверхность капли в данной флюсовой среде. Эта сила, называемая поверхностным натяжением, возникает в любой жидкости, стремясь уменьшить площадь поверхности. В отсутствии других сил поверхностное натяжение придало бы капле сферическую форму, так как из всех тел равного объема шар обладает минимальной поверхностью. Гравитационные силы и напряжения на поверхностях раздела между жидкостью и окружающей средой обычно противодействует этому поверхностному натяжению, так что жидкость принимает какую-либо иную форму.
Поверхностное натяжение sжт представляет собой силу, действующую между жидким пропоем и твердым основным металлом, а поверхностное натяжение sтг – между основным металлом и газом. Как сила sжт, так и sтг действуют вдоль поверхности твердого тела, но в противоположных направлениях.
Кроме этих трех напряжений участвует поверхностное натяжение sтт – двух твердых тел (в частности, двух зерен по их границе).
Связь между межфазными поверхностными натяжениями определяется тремя условиями равновесия (Рис. 2).
а) б) в)
а) жидкая капля на поверхности;
б) по границе жидкой и твердой фаз в поликристаллическом металле;
в) по границе зерен в контакте с газом.
Рис. 2 – Условия равновесия
Математически равновесие жидкой фазы в контакте с твердой и газообразной представляется в виде:
sтг = sжгcosq + sтж(1)
Равновесие жидкой фазы в контакте с твердой представляется в виде:
sтт = 2sжтcosq/2 (2)
Равновесие твердой фазы в контакте с газообразной представляется в виде:
sтт = 2sтгcosq/2 (3)
Рассмотрим формулу (1). Растекание или смачивание будет иметь место, когда величина sтг превышает сумму sжгcosq + sтж. Показателем соотношения между этими силами может служить величина угла смачивания q. Двумя предельными состояниями является полное отсутствие смачивания, когда q = 1800 и полное смачивание, когда q = 00. При 00 < q < 1800 имеет место частичное смачивание. Обычно время пайки слишком мало и система затвердевает до наступления равновесия.
Диапазон угла смачивания (00¸1800) можно разделить на три интервала следующим образом (Рис. 3):

1 2 3
1 – полное отсутствие смачивания
2 – полное смачивание
3 – частичное смачивание
Рис. 3 – Диапазоны углов смачивания
а) q > 900. Если бы система имела возможность затвердевать после достижения полного равновесия, то условие q > 900 указало бы на отсутствие смачивания поверхности твердого металла жидким. Форма капли жидкого припоя определяется в этом случае действием сил тяжести и поверхностного натяжения.
Если система затвердела до того, как было достигнуто термоди-намическое равновесие, то соотношение q > 900 указывает на явление, называемое скатыванием припоя. При скатывании на металле остаются следы смачивания, в противном случае поверхность несмачиваемая.
б) 900 > q > М. Данное соотношение указывает на условия предельного смачивания. Обычно М = 750, и если не созданы некоторые необходимые условия, то смачивание такого типа при пайке неприемлемо.
в) q < М. Это неравенство является условием хорошего смачивания. Если необходимо, чтобы паяное соединение было высокого качества, то величину угла М следует брать менее 750.
Движущая сила при растяжении припоя в процессе пайки зависит от краевого угла q, определяемого как
 (4)
(4)
Наилучшие условия создаются при увеличении межфазной поверхностной энергии на границе твердое тело – газ и жидкое тело – газ и уменьшении этой энергии на границе твердое тело – жидкость.
На величину угла смачивания влияют много факторов. Так, например, установлено, что при наличии окислов на поверхности металла угол q увеличивается. Флюсы при пайке предназначены для изменения межфазных энергий на границе твердой и жидкой фаз с целью уменьшения краевого угла.
Угол смачивания зависит от состояния поверхности твердого металла. По шероховатой поверхности жидкий припой растекается на большой площади, чем на гладкой. Это явление получило название капиллярного гистерезиса, т.к. канавки шероховатой поверхности, обладая развитой площадью, действуют подобно капиллярным трубкам.
На смачивание и на поверхностное натяжение влияет температура системы. С ростом температуры увеличиваются и скорость смачивания. При определенной температуре (специфичной для каждой системы) наблюдается резкий рост растекания. Такая температура называется критической.
Следует различать смачиваемость обратимую и необратимую. При ничтожной взаимной растворимости жидкого припоя и паяемого металла обычно наблюдается следующие явления, связанные с растекаемостью. Жидкий припой при температуре его плавления или несколько выше собирается в виде капель. При повышении температуры капли растекаются по паяемому металлу, но при последующем охлаждении происходит обратный процесс собирания фазы в капли.
Эти обратимые процессы могут повторяться много раз (если им не препятствуют процессы окисления). Состав капли при этом не изменяется. Примером подобного смачивания служит растекаемость серебра по железу, свинца по железу, меди и серебра по чистому молибдену. Наличие примесей в этих металлах устраняет это явление.
Необратимое смачивание твердого металла жидким происходит тогда, когда они способны образовывать между собой твердые растворы, эвтектики или химические соединения.
В некоторых случаях активного химического взаимодействия паяемого металла с внесенным жидким припоем наблюдается образование жидкой более легкоплавкой эвтектики из компонентов припоя и паяемого материала. Это может привести к нежелательному самопроизвольному вытеканию жидкой фазы из зазора и растеканию ее по основному металлу. Примером может служить пайка титана эвтектическим припоем ПСр72или припоями на основе эвтектики Ag – Cu (вытекает эвтектика Ti – Cu).
Различают три стадии растекания и взаимодействия жидкого припоя с поверхностью металла. Первая стадия этого процесса характеризуется относительно слабым взаимодействием припоя и паяемого металла. Жидкий припой фронтально движется по поверхности. Такой характер растекания может сохраняться при изменении температуры пайки в широких пределах и наблюдается при растекании припоя химически слабо взаимодействующего с паяемым металлом (серебра по железу, медномарганцевого припоя ВПр2 по нержавеющей стали Х18Н9Т).
Стадия фронтального перемещения припоя по поверхности металла в случае достаточно интенсивного физико-химического взаимодействия припоя и паяемого металла с повышением температуры пайки переходит во вторую стадию. Она характеризуется локальным перемещением припоя и растворением паяемого материала в жидком припое. Если быстро образуется легкоплавкая структура, то легкоплавкая часть жидкой фазы растекается в виде разветвленных ручьев, в углублениях которых происходит дальнейшее интенсивное растворение основного металла (припой Ni – Cr – Mn по Х18Н9Т при перегреве). При небольшом перегреве жидкой фазы наблюдается сильная разветвленность с неглубоким растворением основного материала.
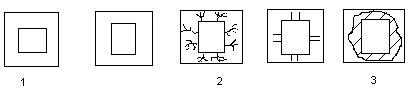 |
1 – фронтальная стадия
2 – локальная стадия
3 – общая эрозия
Рис. 5 – Стадии растекания.
Реакционная способность припоя с ростом температуры увеличивается, а растворение материалов в припое происходит по всему фронту (третья стадия). Поверхность такого прореагировавшего сплава неровная, волнистая. В некоторых случаях третья стадия непосредственно следует за первой, минуя вторую. В третьей стадии особенно интенсивная химическая эрозия паяемого материала может развиваться в местах скопления больших количеств припоя. Пайка при подобном характере взаимодействия припоя и паяемого металла должна происходить при температурах первой стадии растекания припоя и при возможно более коротких выдержках.
Кроме растекания в процессе пайки наблюдается три вида проникновения припоя или его элементов между границами зерен паяемого металла (межкристаллитное проникновение).
1. Преимущественная диффузия элементов припоя на границах зерен паяемого металла в твердом состоянии.
2. Проникновение элементов припоя с образованием по границам зерен легкоплавкой структуры.
3.Проникновение жидкого припоя по границам зерен, ослабленных напряженным состоянием основного металла.
Проникновение припоя по границам зерен паяемого металла является нежелательным, так как обычно ухудшает прочность, пластичность, вязкость и другие свойства паяемого соединения.
Необходимым и достаточным условием проникновения жидкого припоя по границам зерен, если в контакте находятся две одинаковые фазы (зерен) и жидкость, следующие
sтт > 2sтж
В настоящее время мало сведений относительно реальных значений поверхностных натяжений и sтт и sтж. Недостаточность этих сведений не позволяет, зная состав припоя и основного металла, сказать, будет ли наблюдаться проникновение припоя по границам или нет. Можно только отметить, что проникновение припоя наблюдается при пайке углеродистой стали медью и припоем эвтектического состава Fe – B, в то время как на чистом железе этого не бывает.
Обычно наряду с проникновением припоя по границам зерен идут процессы фронтального растворения паяемого металла (общей эрозии), уменьшающей эффект межзеренного проникновения. Интенсивность этих процессов зависит от скорости диффузии, температуры, количества припоя и т.д. Необходимым условием самопроизвольного растекания припоя по свободной поверхности паяемого материала и затекания в зазоры является сопровождающее эти процессы снижение свободной поверхности энергии системы. Очевидно, что неограниченное растекание по свободной поверхности происходит лишь при полном смачивании (cosq = 1). Тогда условие растекания может быть выражено следующим образом:
sжг + sжт < sтг
Непосредственный энергический эффект растекания, который является термодинамической движущей силой растекания, называется обычно коэффициентом растекания (Кр). В данном случае
kр = sтг - sжг - sжт
Растекание возможно при kр = 0 и интенсифицируется с увеличением положительного его значения.
Рис. 6 – Схема растекания капли жидкости на твердой поверхности
При анализе растекания обычно исходят из предположения о том, что в ходе его в любой момент времени существует равенство между капиллярной силой
Fк = kр∙2r,
где r – радиус растекающейся капли,
и силой вязкого сопротивления течению, что соответствует стационарным условиям течения. Для определения вязкого сопротивления реальная растекающаяся капля может быть схематически в форме цилиндра некоторой высоты, определяемой достигнутым радиусом растекания и исходным объемом жидкости (Рис. 6).
Принимая для растекания по свободной поверхности постоянный градиент скорости течения по толщине слоя жидкости (высоте цилиндра) и приравнивая полученное значение силы вязкого сопротивления круговому течению величине капиллярной силы, можно прийти к следующему приближенному выражению для скорости кругового растекания:
 , (5)
, (5)
где  – скорость изменения радиуса капли;
– скорость изменения радиуса капли;
kр – коэффициент растекания;
Vo – объем капли жидкости;
h – динамический коэффициент вязкости.
После интегрирования этого уравнения получаем время растекания t:
 (6)
(6)
Экспериментальная проверка на системе цинк – ртуть показала, что при растекании по шероховатой поверхности наблюдается достаточно хорошее совпадение опытных и расчетных данных. На гладкой же полированной поверхности процесс осложняется поверхностной диффузией жидкого металла, опережающей распространение фазового слоя и снижающей скорость собственного растекания из-за уменьшения поверхностной энергии твердого металла.
При перемещении жидкого припоя в капиллярном зазоре, (в отли-
чие от растекания по свободной поверхности), коэффициент растекания определяется по формуле
kр = 2(sтг - sтж)
поскольку при движении в зазоре свободная поверхность жидкости не увеличивается. Отнеся капиллярную силу (которая в данном случае на единицу длины фронта течения равна Fк = kр) к площадке сечения жидкого металла в зазоре, получим капиллярное давление
 , (7)
, (7)
где а – ширина капиллярного зазора.
При ограниченном смачивании капиллярное давление может быть выражено через краевой угол смачивания
 (8)
(8)
Следовательно, заполнение зазора жидким припоем при капиллярной пайке возможно, если краевой угол в процессе смачивания устанавливается меньше 90°. В противном случае жидкий припой, даже введенный первоначально каким-то технологическим приемом в зазор, будет под действием капиллярного давления выталкиваться из зазора.
В условиях заполнения горизонтального капиллярного зазора между двумя плоскими поверхностями в установившемся состоянии потока должно иметь место равенство сил, вызывающих течение слоев жидкости в зазоре и противодействующих течению (Рис. 7).
Рис. 7 – Схема течения жидкости в горизонтальном зазоре
 (9)
(9)
После интегрирования уравнения (9) получаем распределение скорости по ширине зазора:
 ,
,
где с – постоянная интегрирования.
Согласно Пуазейлю жидкость у стенок покоится, то есть U = 0
при y = а/2,следовательно, постоянная интегрирования  . Окончательно получим
. Окончательно получим
 (10)
(10)
Из полученного соотношения следует, что скорость течения жидкости по толщине слоя изменяется по параболическому закону.
Средняя скорость, то есть скорость, усредненная по толщине слоя, определяется уравнением
 (11)
(11)
После интегрирования получим
 (12)
(12)
Интегрируя уравнение (12) и принимая, что l = 0 приt = 0,а также, учитывая соотношение (8), получаем выражение для времени заполнения горизонтального зазора
 (13)
(13)
Из полученного соотношения следует, что время заполнения капиллярного зазора t уменьшается с увеличением kр и большие зазоры заполняются быстрее.
Заполнение вертикального капилляра происходит под действием давления, представляющего собой разность между капиллярным давлением и давлением столба жидкости высотой h, достигнутой в данный момент времени
DR = Rк - rgh(14)
Подставив DR в уравнение (4.18) вместо Рк получим
 (15)
(15)
Интегрируя полученное уравнение (15), получаем время заполнения вертикального зазора
 (16)
(16)
где h0 – максимальная высота поднятия столба жидкости в капилляре.
Все приведенные расчеты основаны на предложении, что поток, заполняющий зазор, ламинарный. Ламинарный поток будет в том случае, если величина критерия Рейнольдса (Re) меньше 1000. Для условий паяного шва
 (17)
(17)
Подстановка реальных величин в формулу для определения критерия Рейнольдса дает величину Re @ 600 (при а = 0,1 мм и h = 5 мм). Отсюда следует, что анализ процессов заполнения жидким припоем зазора под пайку, основанный на предложении, что поток ламинарный, правилен.
Согласно расчетам по формулам (13) и (16) время заполнения медью, полностью смачивающей основой металл горизонтального и вертикального капилляров длиной 20 мм с зазором 0,1 мм, составляет тысячные доли секунды. Отсюда следует, что в реальных условиях время заполнения зазоров при пайке определяется главным образом условиями механической обработки поверхности основного металла и характером взаимодействия металла и припоя.
Дата добавления: 2015-02-28; просмотров: 4298;