Виды спаев, виды пайки.
Образование паяного соединения происходит в результате воз-никновения химических связей в контакте основной металл – расплав припой, т.е. в результате образования спаев. При пайке между соеди-няемыми металлами и расплавленным припоем образуются два спая, которые, наряду с прослойкой литого металла в шве, обеспечивают прочность паяного соединения. Если при пайке однородных металлов спаи по своей природе, составу и строению одинаковы, то при пайке разнородных металлов, металлов с неметаллами характер взаимодействия основного материала с расплавом припоя, природа возникающих связей, состав и структура спаев различны, поэтому рассматривать эти спаи в шве нужно раздельно.
Взаимодействие основного металла с расплавом припоя приводит к возникновению четырех разновидностей спаев. Каждый вид спая имеет свои особенности.
Бездиффузионный спай
При взаимодействии основного металла с расплавом припоя процесс может быть ограничен во времени. Если его зафиксировать на стадии хемосорбции и образования химических связей, когда процессы гетерогенной диффузии в объеме взаимодействующих металлов развития не получили, то получим так называемый бездиффузионный спай. Для образования бездиффузионного спая необходимо, чтобы температура пайки соответствовала температуре смачивания, а продолжительность взаимодействия твердой и жидкой фаз не превышала времени ретардации (задержки) диффузионных процессов. Прочность соединения при этом обеспечивается за счет возникновения химических связей в двумерном слое, образующимся в зоне спая. Бездиффузионный спай дает соединения, не изменяя физико-химические свойства основного металла, поэтому он важен при соединении полупроводников с металлами, где требуется неизменность электрофизических свойств проводников.
Растворно-диффузионный спай
Образуется, когда основной металл и припой обладают взаимной растворимостью, а продолжительность контактирования твердой и жидкой фаз превышает время релаксации пика межфазной энергии. Такой спай наиболее часто встречается в паяных соединениях. Его могут образовывать металлы с неограниченной растворимостью в твердом состоянии, с ограниченной растворимостью, дающие эвтектики и интерметаллические соединения.
Контактно-реакционный спай
Образуются в результате контактного плавления соединяемых металлов. Этот вид спая характеризуется следующими особенностями:
1. Пайка идет при температурах ниже точек плавления взаимодействующих металлов;
2. Процесс образования спая при температуре пайки начинается при отсутствии жидкой фазы;
3. В момент образования жидкой фазы, взаимодействующие металлы (при наличии растворимости в твердом состоянии) предельно насыщены диффундирующим в них компонентом;
4. Развитие процесса взаимодействия в зоне спая при температуре пайки идет в направлении увеличения количества жидкой фазы в шве.
Контактно-реакционный спай возникает, когда соединяемые металлы дают эвтектики или образуют растворы с минимумом на кривой ликвидуса.
Диспергированный спай
Пайкой можно получить соединения, когда основной металл и припой не сплавляются и не вступают в химическое взаимодействие. Например, пайка железа успешно протекает при применении в качестве припоя не сплавляющегося с ним серебра или свинца; вольфрам можно паять не сплавляющимися с ним медью, серебром или оловом. В этом случае взаимодействие расплавов с основным металлом характеризуется диспергированием расплава, поэтому спаи между не сплавляющимися металлами названы диспергированными. Для образования диспергированного спая в отдельных случаях требуется высокая степень термической активации. Необходимый перегрев при пайке вольфрама, например следующий: при пайке оловом 698 0С, серебром 330 0С, медью 37 0С. Строение спаев в этом случае зависит от интенсивности диспергирования. Если дисперсные частицы равномерно распределены в расплаве припоя и при кристаллизации не выделяются, то спай состоит из диффузионной зоны, образовавшийся в результате миграции припоя по границам зерен и дефектам структуры основного металла. При определенном содержании в шве дисперсные частицы выделяются на подложку, образуя прикристаллизационные слои.
По особенностям процесса и технологии пайку можно подразделить на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку.
Капиллярной называют пайку, при которой припой заполняет зазор между соединяемыми поверхностями деталей и удерживается в нем за счет капиллярных сил. Схема образования шва при капиллярной пайке приведена на рис.1.
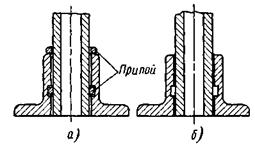
а) перед пайкой б) после пайки
Рис. 1 – Схема образования шва при капиллярной пайке
Эта разновидность пайки наиболее распространена. Во всех случаях, когда в паяном соединении имеется перекрытие элементов деталей (нахлестка), возможна капиллярная пайка. Капиллярная пайка может быть горизонтально-капиллярной и вертикально-капиллярной в зависимости от положения паяного шва в пространстве. При вертикальном течении припой в зазоре может подниматься на ограниченную высоту и это ограничивает величину нахлестки. При горизонтально-капиллярной пайке теоретически припой может течь неограниченно. Однако, поскольку припой в процессе пайки вступает во взаимодействие с основным металлом и, насыщаясь им, изменяет свои свойства, то горизонтальное течение его будет также ограниченным, но в меньшей мере, чем при вертикально-капиллярной пайке. Исходя из этого, при конструировании паяных изделий необходимо стремиться создавать условия для горизонтального течения припоев.
Диффузионной называют пайку, отличающуюся длительной выдержкой с целью упрочнения соединения за счет диффузии компонентов припоя и паяемых металлов. При диффузионной пайке в зависимости от сочетания основного металла и припоя возможно:
1) Образование в шве твердого раствора, благодаря чему повышается пластичность и прочность паяного соединения. Например, при пайке никеля медью в результате диффузионных процессов происходит образование в шве твердого раствора со столь постепенным изменением концентрации компонентов, что иногда трудно установить границу между основным металлом и припоем.
2) Образование в шве тугоплавких, хрупких интеметаллидов. Их образование обусловлено протеканием реакционной диффузии, которая приводит к повышению температуры плавления металла шва и увеличению жаропрочности паяных соединений. Так, например, при пайке вольфрама припоем платина-бор с температурой плавления 885 °С протекает реакция
3W + PtB Û PtW + W2B
с образованием в шве сплава с температурой плавления выше 2000°С. Два приведенных примера позволяют выделить две основные разновидности диффузионной пайки: атомно-диффузионную и реакционно-диффузионную.
Контактно-реакционной называется пайка, при которой между соединяемыми металлами или между соединяемыми металлами и прослойкой другого металла в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение. Примером контактно-реакционной пайки при взаимодействии между паяемыми металлами является соединение меди с серебром без нанесения припоя. При нагреве до температуры пайки происходит контактное плавление соединяемых металлов с образованием сплава медь-серебро. Аналогичное взаимодействие может протекать между одним из соединяемых металлов и покрытием на втором или между соединяемыми металлами и фольгой третьего металла, вводимого в зазор между ними. При этой пайка в отличие от обычных условий производится при температуре ниже температуры плавления покрытия или фольги. Схема контактно-реактивной пайки приведена на рис. 2.
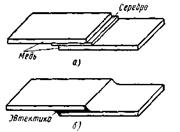
а) перед пайкой
б) после пайки
Рис 2 – Контактно-реакционная пайка
Реакционно-флюсовой называют пайку, при которой припой образуется за счет реакции вытеснения между основным металлом и
флюсом. Реакционно-флюсовая пайка может осуществляться в двух вариантах:
– без введения припоя и
– с дополнительным введением припоя.
Примером реакционно-флюсовой пайки без введения припоя является пайка алюминия с флюсом, содержащим большое количество хлористого цинка. При пайке на соединяемые поверхности алюминиевых деталей наносят избыточное количество флюса. При нагреве между хлористым цинком и алюминием протекает реакция
3ZnCl2 + 2Al Û 2AlCl3 + 3Zn
Восстановленный из хлорида цинк является припоем. Он осаждается на поверхности алюминия, затекает в зазор и соединяет паяемые детали. При больших зазорах или недостаточно обильном флюсовании в зазор дополнительно вводят припой.
Пайкой-сваркой называется пайка, при которой паяное соединение образуется способами, характерными для сварки плавлением, но в качестве присадочного материала применяется припой. Пайка-сварка подразделяется на пайку без оплавления кромок соединяемых деталей и с оплавлением кромок одной из соединяемых деталей, изготовленной из более легкоплавкого металла.
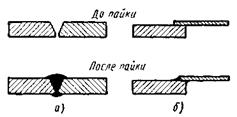 Схема образования шва при пайке-сварке приведена на рис.3.
Схема образования шва при пайке-сварке приведена на рис.3.
Рис. 3 – Образование шва при пайке-сварке
Лужение. Родственным пайке процессом является лужение. Лужением называется способ покрытия поверхности металлов слоем расплавленного припоя с образованием в контакте основной металл-припой сплавов переменного состава с теми же зонами, что и при пайке. Если при пайке прочность паяного соединения определяется прочностью двух спаев и зоны сплавления, то при лужении прочность связи слоя полуды с основным металлом зависит от прочности переходного слоя (спая) между ними.
Лужение можно применять как предварительный процесс с целью создания более надежного контакта между основным металлом и припоем или как покрытие для защиты металлов от коррозии. Для повышения прочности спая при лужении иногда проводят последующую термическую обработку.
Наиболее широкое применение в промышленности нашла в настоящее время капиллярная пайка. Диффузионная и контактно-реакционная пайки менее изучены, но они обеспечивают высокое качество паяных соединений. Их целесообразно применять в тех случаях, когда в процессе пайки можно обеспечить минимальные зазоры между соединяемыми деталями.
Пайку-сварку обычно применяют при устранении поверхностных дефектов в литых деталях.
Для соединения конструкционных материалов пайку-сварку применяют редко.
Реакционно-флюсовая пайка мало изучена и из-за сложности технологии и большого расхода флюса распространения не получила.
ЛЕКЦИЯ №4
Дата добавления: 2015-02-28; просмотров: 4056;