И стандартизации.
Для обеспечения взаимозаменяемости деталей, узлов и комплексов и упорядочения их производства существуют стандарты:
предприятий (СТП); отрасли- ОСТ; государственные - ГОСТ; международные- ИСО.
В связи с тем, что деталь невозможно изготовить с абсолютной точностью, введены допуски на изготовление. Размер допуска IT назначают в зависимости от размера детали. Установлено 19 квалитетов (степеней точности). При этом допуски в квалитетах 01....4 предназначены для концевых мер длины, калибров и т.д.
Расположение поля допуска относительно нулевой линии принято обозначать буквами латинского алфавита (прописная - для отверстия, строчная- для вала).
Характер сопряжения двух соосных цилиндрических деталей называется посадкой.
Все посадки разделяются на 3 группы: с зазором, с натягом, переходные.
Существуют две системы образования посадок: система отверстия; система вала.
В системе отверстия размер отверстия обозначается буквой H и не зависит от вида посадки, а различные посадки создаются изменением предельных отклонений размеров вала. Примеры написания посадок в системе отверстия: Æ40 H7/s6; 35  .
.
В системе вала размер вала не зависит от вида посадки и обозначается буквой h, а различные посадки получают за счет изменения предельных отклонения размеров отверстий. Примеры написания посадок в системе вала: Æ40 P7/h6, 40  .
.
Система отверстий более распространена в машиностроении, т.к. при ее использовании сокращается ассортимент требуемых инструментов для обработки отверстий.
Обычно допуски выбирают на основании таблицы допусков.
Точность геометрической формы деталей характеризуется не только отклонениями размеров, но и отклонениями формы поверхностей, отклонениями расположения поверхностей, волнистостью, шероховатостью.
Предельные отклонения формы и расположения поверхностей указываются на чертежах в виде знаков, символов и текстовых записей (см. рис.2.43)
Действительные поверхности деталей машин отличаются от номинальных наличием неровностей, образующихся при обработке поверхности. Эти неровности называются волнистостями и шероховатостью.
К шероховатости относится неровности, у которых отношение шага к высоте неровности менее 50, а к волнистости- от 50 до 1000. Показатели волнистости и шероховатости определяют по профилограммам, снимаемым профилограффом. По ГОСТ 2789- 73 шероховатость характеризуют выражениями
Rz=  (
(  ½Hi max½+ ½Hi min½), (2-189)
½Hi max½+ ½Hi min½), (2-189)
Ra= 
 ½y(x)½dx. (2-190)
½y(x)½dx. (2-190)
где Hi max, Hi min - отклонения пяти наибольших максимумов и минимумов профиля.
В последние годы чаще применяют показатель Ra. Между этими показателями имеется определенная связь. Так, если Ra£ 2,5 , то Ra» Rz/5. В случае Ra³ 5 справедливо соотношение Ra» Rz/4.
Шероховатость поверхности нормирована ГОСТ 2789-73. Установлено 14 классов шероховатости, каждому из которых соответствуют определенные параметры шероховатости. Рекомендации по назначению шероховатости приведены в таблице № 2-4
Табл. 2-4
| Детали, поверхности | Класс шерохова-тости | Rz, мкм, не более | Ra, мкм, не более |
| Зубчатые и червячные передачи | |||
| Поверхность зуба боковая* - шестерни при модуле до 5 мм - свыше 5 мм - колеса при модуле до 5 мм - свыше 5 мм | - - - | 1,25 2,5 2,5 - | |
| Поверхность витка червяка боковая - червяк цилиндрический - глобоидный | - - | 0,63 1,25 | |
| Поверхность вершин - при контроле длины общей нормали - толщины зуба по хорде | - | - 2,5 | |
| Поверхность впадин | - | ||
| Расточка ступицы | - | 2,5 | |
| Торец ступицы | - | 2,5 | |
| Торец обода - при диаметре колеса до 500 мм - свыше 500 мм | - | 2,5 - | |
| Грань боковая шпоночного паза | - | ||
| Поверхности нерабочие в кованом колесе | - | ||
| Валы | |||
| Поверхность неподвижного сопряжения- посадочного места под внутреннее кольцо подшипника качения, под зубчатое колесо, под муфту - при d£ 80 мм; - при d> 80 мм | - - | 1,25 2,5 | |
| Переход галтельный, торец заплечика | - | 2,5 | |
| Шейка, трущаяся по резиновой манжете - при скорости скольжения до 1 м/с; - до 10 м/с | - - | 0,63 0,32 | |
| Грань боковая шпоночного паза | - | ||
| Дно шпоночного паза | - | ||
| Резьба крепежная на валу | - | ||
| Крышки подшипниковых гнезд | |||
| Цилиндрическая поверхность крышки, сопрягаемая с расточкой гнезда | - | ||
| Торец крышки, сопрягаемый с торцом наружного кольца подшипника качения | - | 2,5 | |
| Плоская поверхность фланца, сопрягаемая с торцом гнезда через прокладки регулировочные | - |
Посадки для цилиндрических сопряжений в редукторах
Как правило применяется система отверстия при следующих посадках:
H7/n6- переходная, предусматривает демонтаж;
H7/s6- прессовая, разборке не подлежит;
H7/k6, H7/m6, H7/r6, H8/s7, H8/u8.
Для вала в месте неподвижного сопряжения его с внутренним кольцом подшипника качения обычно назначают отклонения k6. При этом получается более тугая посада.
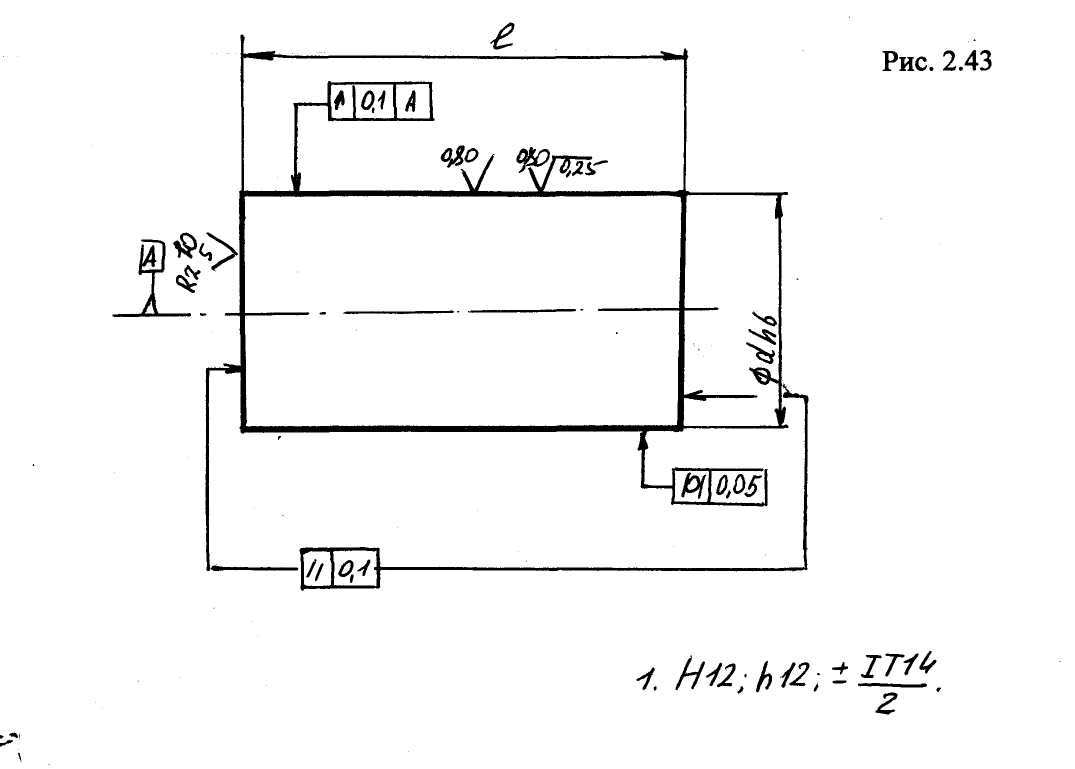
1. H12; h12; ± IT14/2
Рис. 2.46. Указание параметров обработки на детали.
Дата добавления: 2015-02-23; просмотров: 877;