Повышение прочности сварных соединений
Прочность сварных соединений повышают как конструктивными, так и технологическими методами. К конструктивным мерам относят:
а) рациональное расположение швов относительно внешних нагрузок на соединение. Так, например: целесообразно разгружать сварные швы, перенося восприятие нагрузок на основной металл и оставляя за сварными швами только функцию соединения деталей [10, с. 14]. Силовые швы предпочтительнее нагружать на сдвиг и растяжение, устраняя изгиб. Например, изгиб стыкового шва можно устранить, используя накладку, швы которой работают преимущественно на растяжение [10, с. 21];
б) целесообразную форму шва и правильный выбор типа соединения.
В циклически нагруженных сварных соединениях следует избегать расположения швов в зоне высоких напряжений, например: в переходных участках от одного сечения детали к другому.
Если вывести шов за пределы участка концентрации напряжений невозможно, то рекомендуется применять вогнутые швы с отношением катетов 1:3, придав шву механической обработкой плавную форму.
Косые швы соединения внахлестку подвергаются растяжению, а также дополнительно испытывают сдвиг вдоль линии шва (рис. 7.12, а). Если на верхней детали выполнить симметричный двусторонний скос (см. рис. 7.12, б), то швы разгружаются от сдвига [10, с. 21].
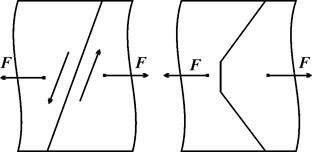
Рис. 7.12. Сварное нахлёсточное соединение
К технологическим мерам повышения прочности сварных соединений относят [10,с.22]:
а) защиту шва от вредных воздействий при сварке. Значительно повышает циклическую прочность швов (на 30 – 40%) заглаживающее оплавление швов вольфрамовым электродом в атмосфере аргона;
б) термическую обработку швов (отжиг при t = 670°С), повышающую циклическую прочность на 15–20%;
в) механическую обработку швов. Сопротивление усталости сварных швов значительно повышается механической обработкой (приблизительно в 2 раза). Угловые швы обрабатывают по радиусу с плавным переходом к поверхностям соединяемых деталей, а стыковые швы – заподлицо с поверхностью детали или с подрезанием поверхности детали [10, с. 22]:
г) упрочняющую обработку холодной пластической деформацией (накатывание, дробеструйный наклеп, чеканка пневматическим инструментом), позволяющую довести сопротивление усталости шва до прочности основного металла.
Дата добавления: 2015-02-19; просмотров: 1995;