Угловые сварные швы
Все нахлесточные сварные соединения металлов выполняют угловыми швами. В зависимости от положения сварного шва относительно линии действия внешней силы F, приложенной к соединению, угловые швы делят на лобовые, фланговые, косые, комбинированные и кольцевые (рис. 7.4, a, б, в, г, д).
Следует иметь в виду, что длину лобовых и косых швов в нахлёсточных соединениях не ограничивают. Длина фланговых швов в комбинированном соединении не должна превышать 30К [2, с.65]. Длину фланговых швов в нахлёсточном соединении (см. рис. 7.4, б) рекомендуют назначать не более 60.k, чтобы избежать неравномерного распределения нагрузки по длине швов.
Минимальная длина флангового шва – не менее 30 мм, т.к. в противном случае на концах шва существенно снижается его прочность из-за внутренних дефектов (непроваров, шлаковых включений и т.д.) [2, с.63].
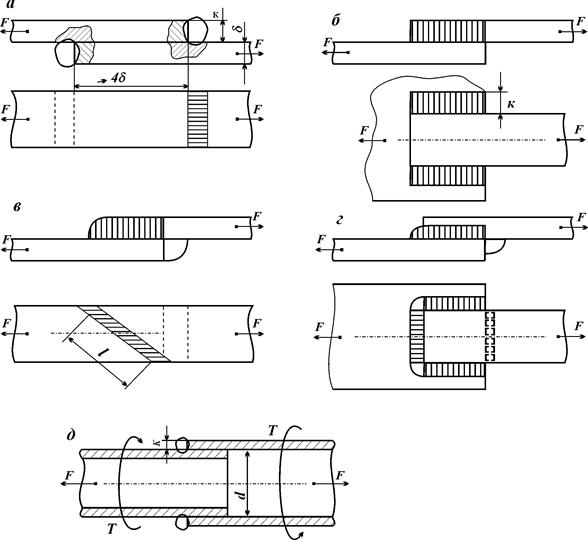 |
Рис. 7.4. Виды угловых сварных швов:
а – лобовой; б – фланговый; в – косой; г – комбинированный; д – кольцевой
По форме поперечного сечения угловые (валиковые) швы делят на (рис. 7.5):
§ нормальные, или прямые,
§ выпуклые,
§ вогнутые и
§ улучшенные.
Наиболее распространенным является нормальный (или прямой) валиковый шов с сечением в виде равнобедренного треугольника (см. рис. 7.5, a).
Выпуклый шов обладает пониженным сопротивлением усталости. Он склонен к непроварам и усиленной концентрации напряжении на участках Аи В(см. рис. 7.5. б). Поэтому его использование ограничено.
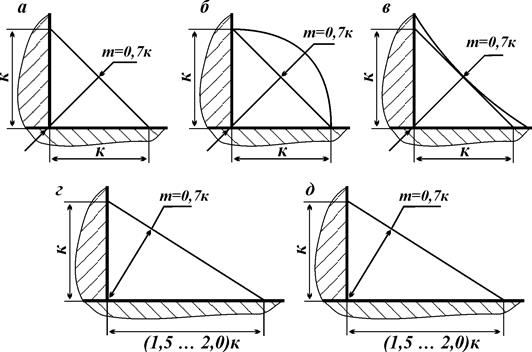 |
Рис. 7.5. Формы поперечного сечения валиковых сварных швов:
а – нормальная; б – выпуклая; в – вогнутая; г – улучшенная;
д – вогнутая улучшенная
Вогнутый шов (см. рис. 7.5, в) – наиболее прочный, но его изготовление наиболее трудоёмко и менее производительно, т.к. вогнутый профиль получают путём механической обработки шва. Эти швы применяют в особо ответственных конструкциях при переменных нагрузках, т.к. вогнутость профиля обеспечивает плавный переход шва в основной металл, благодаря чему снижается концентрация напряжений [4, с.29].
Специальный шов (см. рис. 7.5, г, д) с сечением в виде неравнобедренного прямоугольного треугольникаиспользуют при переменных нагрузках, поскольку его форма поперечного сечения значительно снижает концентрацию напряжений (почти в 2 раза меньше, чем в шве нормального сечения).
За катет шва принимают катет вписанного в сечение шва равнобедренного (см. рис. 7.5, а, б, в) или неравнобедренного (см. рис. 7.5, г, д) прямоугольного треугольника.
В расчетах катет сварного углового шва приравнивают к меньшей из толщин свариваемых листов dminили принимают равным k = (0,9…1,2)× dmin, но не менее 3 мм [2, с.63].
Дата добавления: 2015-02-19; просмотров: 3214;