Зміцнююча термічна обробка
Існують три методи поверхневого загартування: з нагріванням газокисневим полум'ям, з нагріванням струмами високої частоти, з нагріванням в електроліті.
Найбільш простий і старий метод - нагрівання поверхні деталі полум'ям,де для її охолодження використовують воду або емульсію. Цей вид загартування використовують для зміцнення деталей, виготовлених • із вуглецевої сталі або чавуну. Глибина загартованого шару складає від 2 мм до 6 мм. Температура нагріву не повинна перевищувати 1000°С з метою запобігання появі тріщин. Перевага методу в його простоті. Собівартість застосування методу до 3 разів менша собівартості об'ємного загартування.
Поверхневе загартування з нагріванням струмами високої частоти (СВЧ)основане на використанні явища індукції і поверхневого ефекту. Деталь помішують всередину спіралі (індуктора), по якій проходить змінний струм високої частоти. Вихровий струм, що виникає на поверхні деталі, швидко її розігріває. Після досягнення заданої температури нагрівання деталь інтенсивно охолоджують струменем рідини (води або масла).
Зносостійкість сталі після загартування СВЧ в декілька разів -вища, ніж після звичайного загартування. Крім цього, до 2-х разів збільшується втомна міцність, знижується корозійна втома і чутливість до концентраторів напружень.
На ремонтних підприємствах СВЧ широко використовують для загартування робочих циліндричних поверхонь, таких як штоки, циліндрові втулки, клапани бурових насосів, насосні штанги, вали тощо.
Поверхневе загартування в електроліті полягаєв нагріванні деталі (катода), поміщеної в електроліт, через який пропускають постійний струм високої напруги. Загартування здійснюється опусканням деталі в спеціальнуванну або в струмені електроліту. В нафтогазовій промисловості цей метод не знайшов широкого застосування.
3.2 Зміцнююча хіміко - термічна обробка
Зміцнююча хіміко - термічна обробка (ХТО) - це процес дифузійного насичення поверхневого шару металевих деталей активними елементами, які забезпечують отримання нових фізико - механічних властивостей для підвищення твердості, втомної міцності, зносостійкості, жаростійкості і корозійної стікості, Є кілька різновидів ХТО.
1) Цементація- процес насичення вуглецем поверхні стальних деталей, нагрітих до температури вище 900°С, що визначає необхідну швидкість процесу. Деталі після цементації і наступного загартування мають підвищену твердість (НКС 58 - 62) і міцність поверхневого шару. Цементація підвищує втомну міцність деталей завдяки збільшенню твердості, міцності і зменшення шкідливої дії концентраторів напружень.
2) Азотування- процес ХТО, при якому поверхневі шари стальних і чавунних деталей насичуються азотом. Азотування підвищує твердість і зносостійкість, втомну міцність і збільшує опір корозії. Процес проходить при нагріванні деталей в аміаку. Азотування використовують для сталей, легованих хромом, молібденом і вольфрамом, так як з'єднання цих елементів з азотом (нітриди) володіють високою твердістю і зносостійкістю. Як правило, спочатку виконується загартування, а потім азотування в печах при температурі від 480°С до 650°С на протязі часу до 3 діб.
3) При нітроцементації (ціануванні)проходить одночасно насичення поверхневих шарів сталі вуглецем і азотом. Відома нітроцементація в рідких, твердих і газових середовищах. Процес здійснюється при низьких (від 540°С до 560°С) і високих (від 800°С до 830°С) температурах. Закінчується нітроцементація загартуванням в маслі і відпусканням. Твердість робочих поверхонь після нітроцементації - НКС 64 - 66. Цей метод значно збільшує зносостійкість, наприклад, зубчастих коліс - до 2 разів порівняно із загартуванням.
4) Борування- насичення поверхневого шару стальних деталей бором, що підвищує його твердість і зносостійкість. Борування може проходити в твердому і рідкому середовищах. Найбільш поширено елетролізне борування, при якому деталь є катодом, а графітовий або вугільний стержень - анодом. Борування доцільно використовувати для зміцнення циліндрових втулок і штоків бурових насосів, деталей турбобурів тощо.
5) Дифузійне хромування- процес насичення хромом поверхонь деталей, нагрітих до температури 1000°С. Воно суттєво підвищує твердість і корозійну стійкість деталей. Дифузійне хромування, як і борування, збільшує довговічність деталей, які працюють в абразиві, до 10 разів.
6) Цинкування- процес насичення цинком поверхонь деталей, які занурюють в розплавлений цинк або в порошок цинку, оброблений соляною кислотою. В результаті поверхня деталі отримує антикорозійні і антифрикційні властивості.
Процес має широке застосування в нафтопромисловій практиці.
7) Сульфідування- це термодифузійне насичення сіркою поверхонь стальних і чавунних деталей. При цьому способі утворюється поверхневий шар сірчаного заліза, який володіє підвищеною зносостійкістю, зменшує коефіцієнт тертя, а відповідно. - і спрацювання. Процес проходить у ваннах з розплавленими сірковими солями або в газових середовищах. Його можна застосовувати для обробки деталей нафтогазопромислового обладнання, так як при цьому полегшуються викінчувальні операції обробки.
3.3 Зміцнююча електроіскрова обробка
Зміцнююча електроіскрова обробка (ЕГО) основана на протіканні імпульсного розряду між електродом (анодом) і деталлю (катодом).
Суть ЕЮ полягає в полярному перенесенні матеріалу електрода на деталь при одночасному легуванні поверхні деталі елементами зміцнюючого електрода і азоту повітря. Зміцнений шар поверхні деталі має високу твердість, обумовлену утворенням карбідів, нітридів і загартованих структур.
На рис. 5.1 показана схема електроіскрової установки.
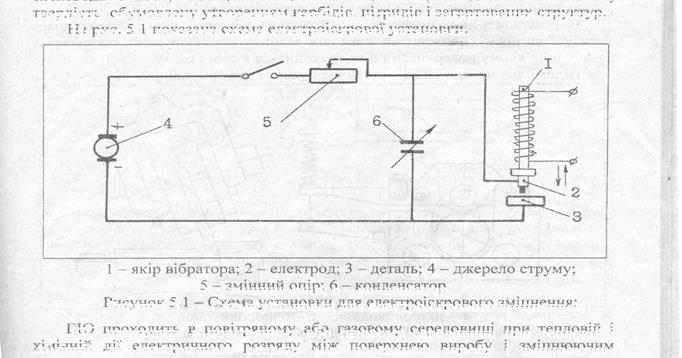
ЕІО проходить в повітряному або газовому середовищі при тепловій і хімічній дії електричного розряду між поверхнею виробу і зміцнюючим електродом, якому передається коливальний рух від вібратора. Температура в міжелектродному зазорі досягає 11000°С. При такій температурі азот і легуючі елементи твердосплавних електродів легують поверхню деталі, підвищуючи її фізико-механічні властивості. Довговічність деталей, що працюють в абразивному середовищі, підвищується від 3 до 4 разів.
Недолік методу - неможливість отримання зміцненого шару значної товщини і зниження втомної міцності від 10% до 20% з причини виникнення розтягуючих напружень та збільшення шорсткості поверхні.
Метод використовують для підвищення стійкості ключів, сухарів, металорізального інструменту, зносостійкість яких зростає до 10 разів.
Широке застосування отримав електроерозійний метод, що оснований на тому ж принципі і використовується для обробки твердих металів та отримання складних і точних конфігурацій обробки.
Дата добавления: 2015-02-19; просмотров: 1716;