Тольятти 2004
Цель работы – усвоить обработку результатов прямых измерений; измерить высоту цилиндрического тела.
Приборы и материалы: штангенциркуль, цилиндрическое тело.
Измерение высоты цилиндра.
Ранжирование результатов наблюдений:
Размах
Q1= Q10= Qт=
Вывод:
Обработка результатов по методу Стьюдента
| № | h, мм | Δh | (Δh)2 |
| <h>= | S(Δh)2= |
S= t=
a=
Погрешность штангенциркуля
l=
Δh=
Δh/<h>=
Окончательный результат:
Вывод:____________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Приложение 2
Таблица 1 Коэффициент для обработки результатов прямых измерений
| Число наблюдений | Доверительная вероятность 0,95 | ||
| N | Q | Т | L |
| 0,941 | 4,30 | 1,336 | |
| 0,765 | 3.18 | 0,781 | |
| 0,642 | 2,78 | 0,552 | |
| 0.560 | 2,57 | 0,429 | |
| 0,507 | 2.45 | 0,357 | |
| 0,468 | 2,37 | 0.306 | |
| 0,473 | 2,31 | 0,269 | |
| 0,412 | 2.26 | 0,241 | |
| 0,392 | 2,23 | 0,220 | |
| 0,376 | 2.20 | 0,202 |
Микрометр
| |


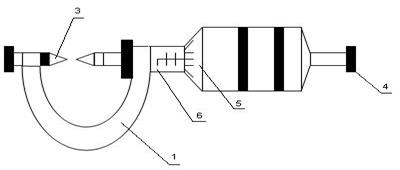
Рис. Устройство микрометра
Отсчёт показаний микрометра производится по двум шкалам: линейной, нанесённой на стержне 6, и круговой - на барабане 5. На стержне 6 вдоль его образующей нанесена двойная шкала делений, причём отметки верхней и нижней шкал сдвинуты относительно друг друга на половину деления. На барабане 5 нанесена круговая шкала, разделённая на 50 делений. Когда микровинт и жёстко связанный с ним барабан делают один полный оборот, то барабан перемещается вдоль образующей стержня на величину шага винта h=0,5мм. При повороте же барабана на одно деление микровинт линейно сместится на величину а=0,5мм50=0,01мм, которая называется ценой деления круговой шкалы. Искомый размер предмета можно определить по формуле:d=kh+ma, где k -число наименьших делений двойной шкалы, отсчитываемых от нулевой отметки шкалы до среза барабана; m - отметка шкалы барабана, которая в момент отсчёта совпадает с продольной осью шкалы.
При отсчёте показаний полуцелые доли миллиметра отсчитываются но двойной шкале, нанесённой на стержне 6, а десятые и сотые доли миллиметра отсчитываются по шкале барабана 5. Таким образом, длина измеряемого тела равна числу наименьших делений двойной горизонтальной шкалы, умноженной на шаг винта, плюс цена деления круговой шкалы, умноженная на отметку этой шкалы, совпадающую с продольной осью двойной шкалы (рис.).
Приложение 3
| № пп | Функции | Абсолютная погрешность |
| xk | k<x>k-1Δx | |

| Δx/(k  ) )
| |
| ln(x) | Δx/<x> | |
| ekx | kek<x>Δx | |
| lg(x) | 0,4343Δx/<x> | |
| akx | kln(a) × ak<x>Δx | |
| x/(1+x) | Δx/(1±<x>)2 | |
| 1/xk | kΔx/<x>k+1 | |
| sin(kx) | kcos(k<x>)Δx | |
| cos(kx) | ksin(k<x>)Δx | |
| tg(x) | kΔx/cos2(k<x>) | |
| ctg(x) | kΔx/sin2(k<x>) |
Дата добавления: 2015-02-13; просмотров: 1391;