Характеристика угловых швов
В соответствии с ГОСТ 2801-84 угловыми швами выполняются соединения внахлест, втавр или в угол. Угловые швы эксплуатируются в условиях нагрузок, отличающихся как по характеру нагружения, так и по виду возникающих напряжений. В тавровых соединениях швы могут выполняться как с полным, так и с неполным проваром, от чего зависит схема расчета прочности.
Распределение напряжений по длине угловых швов неравномерно. Непровары образуют концентраторы напряжений и при низкой пластичности металла шва могут существенно повлиять на его прочность. В соединениях из пластичных металлов разрушению предшествует существенная пластическая деформация, которая разрешает оперировать средними по сечению напряжениями и влияние концентраторов напряжений можно во внимание не брать. При изготовлении металлических сварных конструкций на долю угловых швов приходится больше 60 % наплавленного металла.
Угловые швы могут выполняться за один или несколько проходов автоматической, полуавтоматической и ручной сваркой, что является причиной различной глубины проплавлення основного металла (рис. 10.1, а, б, в).
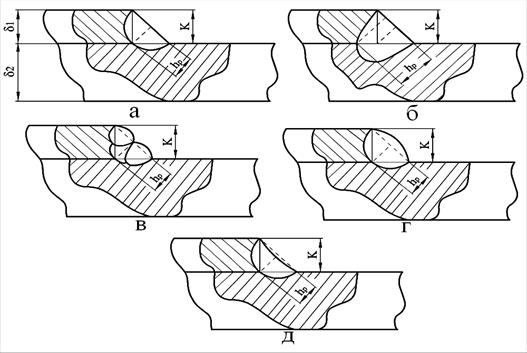
Рисунок 10.1 - Соединения, выполненные угловыми швами
По форме угловые швы бывают нормальные (см. рис.10.1, а), вы-пуклые и вогнутые (см. рис.10.1 г, д). Иногда угловые швы выполняются с неравными катетами.
В угловых швах имеют место нормальные и касательные напряже-ния, но разрушаются они от сдвига в плоскости биссектрисы прямого угла. Площадь среза углового шва зависит от расчетной толщины шва и его дли-ны (рис.10.2).
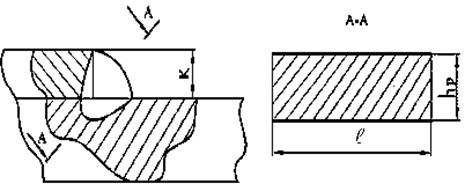
Рисунок 10.2 - Сечение углового шва
Расчетная толщина шва зависит от способа сварки и связана с кате-том шва k:

 (10.1)
(10.1)
где  - коэффициент для определения расчетной толщины углового шва, равен:
- коэффициент для определения расчетной толщины углового шва, равен:
1,0 - для однопроходной автоматической сварки,
0,8 - для однопроходной полуавтоматической сварки,
0,7 - для ручной дуговой сварки, а также для многопроходной автоматической и полуавтоматической сварки (см. рис.10.1, в);
k – расчетный катет шва, равный катету треугольника.
Катет углового шва назначают по меньшей из двух толщин элемен-тов конструкций, которые свариваются, в пределах 0,5..1,0 этой толщины. В строительных металлоконструкциях наименьший катет 4мм, который можно применять лишь в случае, когда  мм.
мм.
В нахлесточных соединениях в зависимости от направления угловых швов относительно действующего усилия их распределяют на лобовые, фланговые, косые (рис.10.3). Фланговыми называют сварные швы, кото-рые расположены параллельно направлению действия приложенной на-грузки (рис.10.3,а), а швы, перпендикулярные направлению действия уси-лия, называют лобовыми (рис.10.3,б). Косые швы расположены под неко-торым углом к продольной оси. Расчетная длина флангового шва будет равна величине нахлеста, если швы выведены по 10 мм на лобовой шов. Если фланговые швы не выведены на лобовой шов, тогда расчетная длина будет равна:
 .
.
Во фланговых швах для расчетов на прочность берут длину не большую, чем 50 мм. Швы, длиной до 50 мм, являются прихватками и на прочность их не рассчитывают.
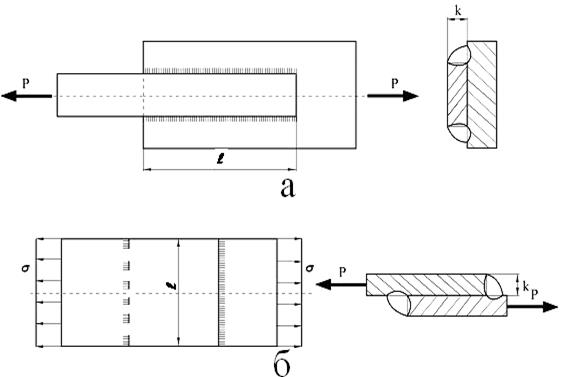
Рисунок 10.3 - Соединение с угловыми швами
Дата добавления: 2015-01-10; просмотров: 1470;