Тема5. Виправлення та гнуття металу
Виправляння — операція, за допомогою якої усуваються нерівності, кривизна або інші вади форми заготовок. Необхідно відрізняти виправляння від рихтування металу*
Виправляння — це вирівнювання металу діянням тиску на ту чи іншу його частину (пресом або ударами молотка).
Виправляння являє собою, як правило, підготовчу операцію, що передує основним операціям обробки металів.
Виправлянню піддають стальні листи і листи з кольорових металів і їх сплавів, штаби, прутковий матеріал, труби, дріт, а також металеві зварні конструкції. Заготовки і деталі з крихких матеріалів (чавун, бронза і ін.) виправляти не можна.
Розрізняють два методи виправляння металів: виправляння ручне, що виконується за допомогою молотка на стальних або чавунних правильних плитах, ковадлах і ін., і виправляння машинне, яке провадиться на правильних машинах. Під час ручного виправляння слюсар відшукує на поверхні заготовки або деталі такі місця, при ударі по яких заготовка вирівнювалась би, тобто лежала б на плиті, не маючи опуклостей, вигинів або хвилястості.
Метал піддають виправлянню як у холодному, так і в нагрітому стані. В останньому випадку треба мати на увазі, що виправляння стальних заготовок і деталей можна провадити в інтервалі температур 1100—850° С. Нагрівання вище зазначених температур спричинює перегрівання, а потім і перепал заготовок, тобто непоправний брак.
Гнуття застосовується для надання заготовці зігнутої форми за заданим контуром.
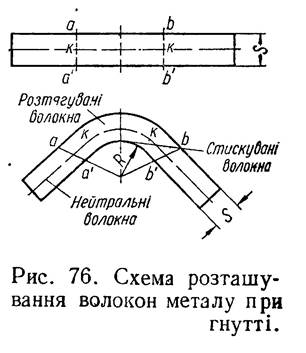
У процесі гнуття метал зазнає одночасної дії розтягуючих і стискуючих зусиль. На зовнішньому боці заготовки в місці вигину (рис. 76) волокна металу аЬ розтягуються і довжина їх збільшується, а на внутрішньому боці волокна а!Ь\ навпаки, стискуються, а довжина їх укорочується. І лише нейтральний шар кк або, як прийнято називати, нейтральна лінія, у момент згину не зазнає ні стиску, ні розтягу. Довжина нейтральної лінії після вигину заготовки не змінюється.
 У тих випадках, коли напруга вигину не перевищує границі пружності матеріалу, деформації заготовки будуть пружними, і після зняття напруги заготовка набуде початкового виду.
У тих випадках, коли напруга вигину не перевищує границі пружності матеріалу, деформації заготовки будуть пружними, і після зняття напруги заготовка набуде початкового виду.
Для одержання зігнутої заготовки треба, щоб напруга згину перевищувала границю пружності, тоді деформація заготовки буде пластичною.
Під час гнуття заготовок з листового металу пластична деформація завжди супроводжується пружною, тому в зігнутій на певний кут заготовці після зняття напруги відбувається явище розпружинення, тобто кут загину, як правило, збільшується, а заготовка трохи випрямляється.
Кут, на який випрямляється заготовка внаслідок пружної віддачі або пружинення, називається кутом деформації. Величина цього кута залежить від марки металу і товщини заготовки, а також від радіуса згинання.
Існує й інший вид гнуття, при якому забезпечується точність кутів і радіусів вигину. Це так зване гнуття з розтягуванням, коли заготовка під час згинання зазнає дії додаткового розтягуючого зусилля, при цьому всі волокна перерізу зазнають розтягування і спостерігається лише деяке скорочення перерізу, тоді як кут і радіус згинання залишаються без зміни.
Найбільшого поширення в слюсарній практиці набули згинальні роботи, побудовані на схемі простого гнуття, тобто з урахуванням пружинення.
Можливість одержання деталей з дуже малими радіусами вигину обмежується небезпекою розривання зовнішнього шару заготовки в місці вигину внаслідок надмірного для даного матеріалу відносного подовження цього шару, а також через наявність дефектів поверхні заготовки (тріщин, плен і ін.). Величина мінімально допустимого радіуса вигину залежить від механічних властивостей
наявність тертя заготовки об згинальний пристрій або штамп. 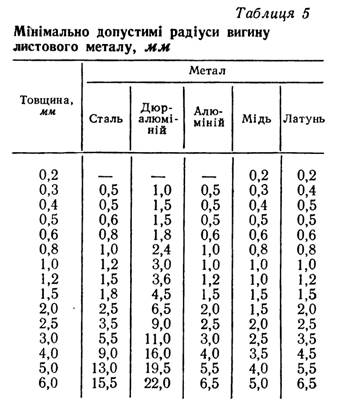
Радіус вигину деталі не слід приймати близьким до мінімально допустимого, якщо це не диктується констр у ктивн ими вимогами (табл. 5). З технологічних міркувань навіть для найбільш пластичних матеріалів доцільно не допускати, щоб радіус вигину був менший, ніж товщина заготовки.
Під час різання на ножицях або вирубування матеріал заготовки поблизу лінії зрізу наклепується (ущільнюється) і його пластичність зменшується, що значення мінімально допустимого радіуса матеріалу заготовки, від застосовуваної технологи гнуття і якості поверхн і заготовки.
Деталі з дуже малими радіусами закруглення слід виготовляти з пластичних матеріалів або попередньо піддавати вихідний матеріал термічній обробці — відпалу.
Для виготовлення деталей з малопластичних матеріалів з відносно малими радіусами закруглень треба застосовувати більш прості технологічні процеси гнуття, при яких виникають незначні
Таблиця 5 Р°зтяі;уючі зусилля через
Мінімально допустимі радіуси вигину листового металу, мм
спричинює збільшення
Треба також мати на увазі, що із збільшенням товщини механічні властивості листового прокату зменшуються, внаслідок чого значення мінімально допустимого радіуса значно підвищуються.
Недодержання основних положень при виборі радіуса згинання спричинює з’явлення тріщин і інших дефектів.
Гнуття заготовок і деталей виконується з штабового, листового, пруткового і профільного металу.
Дата добавления: 2015-02-03; просмотров: 2943;