Процесса на основе детали-аналога
Проектирование ТП с использованием технологического процесса деталей-аналогов выполняется в два этапа:
1) разработка информационной базы по ранее разработанным ТП и описание аналогов с помощью конструкторско–технологиче6ских признаков;
2) редактирование выбранного ТП детали-аналога на основе особенностей выбранного аналога.
Процесс проектирования можно представить с помощью диаграммы (рисунок 5.2).
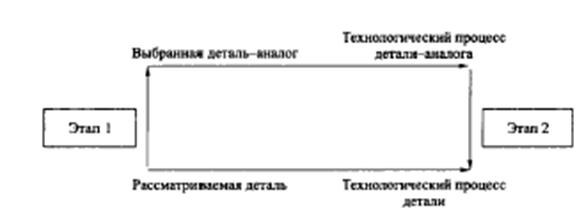
Рисунок 5.2
К моделям первого этапа относятся модели идентификации и классификации объектов. В частности, при определении таких показателей, как степень обрабатываемости конструкционного материала, сложность обрабатываемых поверхностей и др., возможны такие модели идентификации, как модели многофакторного регрессионного анализа, которые позволяют установить взаимосвязи между физико-механическими характеристиками материала ии трудоемкость его механической обработки.
Сущность моделей классификации объектов заключается в том, чтобы разбить множество разработанных ранее ТП деталей-аналогов в однородные группы с точки зрения технологии их изготовления и установить правила сопоставления новой детали к конкретной группе.
В практике автоматизированного проектирования ТП широко используются методы унификации.
Унифицированные ТП отражают общие элементы (структурные и параметрические) большого класса деталей и поверхностей, широко используются в практике автоматизированного проектирования в силу следующих преимуществ:
- учитывается многолетний опыт проектирования в технологических подразделениях предприятия, что повышает качество проектирования;
- снижается трудоемкость проектирования за счет снижения объема принимаемых технологических решений;
- повышается эффективность использования технологического оборудования и оснастки.
Унифицированные ТП подразделяются на типовые и групповые.
Типовой ТП характеризуется единством содержания и последовательности большинства технологических операций для изделий, обладающих общими конструктивными признаками - функциональным назначением, геометрической структурой, поверхностями детали, требованиями к качеству, а также серийностью и уровнем автоматизации производства. Общими конструктивными признаками делаей заданного класса обладает деталь-представитель, для которой разрабатывается типовой ТП.
Групповой ТП характеризуется в первую очередь общностью технологических операций с точки зрения использования оборудования и остнастки. Групповой метод проектирования – это метод унификации технологии производства, при котором для групп однородной по технологическим и конструкторским признакам продукции устанавливаются однотипные высокопроизводительные методы обработки с использованием однородных и быстропереналаживаемых орудий производства, при этом обеспечивается экономическая эффективность производства, необходимая быстрота его подготовки и переналадки. В основе групповой технологии лежит групповая технологическая операция.
Групповой технологической операцией называется такая операция, которая является общей для группы различных деталей с определенной оснасткой на данном оборудовании. Деталь, которая ограничена поверхностями, обрабатываемыми на данной технологической системе (оборудование и оснастка), называется комплексной.
Примерами групповых операций являются обработка на токарно-винторезных, револьверных станках с ЧПУ, кругло-шлифовальных и др.
Групповым технологическим процессом называется совокупность групповых операций, обеспечивающих обработку различных деталей группы (или нескольких групп) по общим технологическим маршрутам.
Основное отличие типового от группового ТП состоит в том, что при типизации в качестве основных признаков объединения деталей в однородные классы используются конструкторские признаки, а при группировании – технологические
Математические модели проектирования ТП на основе типизации
Проектирование ТП на основе типизации выполняется по этапам:
1) классификация ТП по конструктивно-технологическим призхнакам и построение детали-представителя для каждого класса;
2) поиска детали-представителя и типового ТП;
3) его настройка на особенности рассматриваемой детали.
На первом этапеосуществляется разбиение ТП на классы так же как и для случая деталей-аналогов с использованием конструкторско-технологических признаков. Описание каждого класса выполняется с помощью логики высказываний, где простое высказывание формализуется с помощью соотношений  над значениями признаков, а составное высказывание, которое описывает каждый класс, формализуется с помощью логических операций
над значениями признаков, а составное высказывание, которое описывает каждый класс, формализуется с помощью логических операций  над простыми высказываниями.
над простыми высказываниями.
Например, класса тел вращения типа крышек может быть представлен с помощью следующего высказывания L:

На втором этапе проектирования ТП используются модели реляционной алгебры (операции поиска, проекций, соединения) при поиске типового ТП.
На третьем этапе редактирования ТПиспользуются модели реляционной алгебры, модели линейной алгебры и математического программирования при расчете параметров ТП.
Дата добавления: 2015-01-24; просмотров: 1098;