Лазерная сварка
Применяемый для расплавления металла при сварке лазерный луч представляет собой вынужденное монохроматическое излучение, длина волны которого зависит от природы рабочего тела лазера-излучателя и может быть в диапазоне 0,1...1000 мкм.
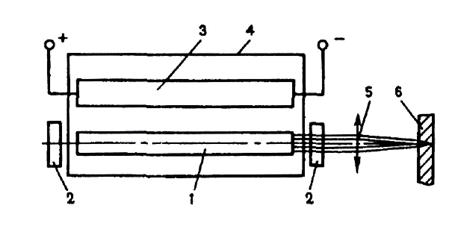
Рис. 20.3 – Устройство излучателя твердотельного лазера: 1 – рабочее тело – кристалл; 2 – зеркала резонаторов; 3 – лампа накачки; 4 – отражатель; 5 – фокусирующая линза; 6 – обрабатываемая деталь
Оно возникает в результате вынужденных скачкообразных переходов возбужденных атомов рабочих тел лазеров на более низкие энергетические уровни. При этом возбужденный атом отдает энергию в виде фотонов с частотой, свойственной материалу применяемого рабочего тела.
Испускание света можно инициировать воздействием внешнего фотона, обладающего энергией, соответствующей разнице энергий атомов в возбужденном и нормальном состояниях. В результате такого воздействия генерируются два фотона с одинаковой частотой, которые распространяются в направлении вектора внешнего фотона.
Одновременно может протекать и обратный переход. Поэтому для получения заметной генерации вынужденного излучения необходимо добиваться такого состояния рабочих тел, при котором превалировали бы переходы с возникновением новых фотонов.
Этого состояния искусственно достигают воздействием различных источников энергии – световой, тлеющего электрического разряда, химических процессов и др., с помощью которых производят так называемую "накачку" рабочих тел.
В твердотельных лазерах (рабочее тело – рубин, стекло с неодимом и др.) накачка, как правило, производится специальными источниками излучения 3, направленными на рабочее тело 1 отражателем 4 (рис. 20.3).
Для направления излучения и усиления генерации активный элемент помещают между двумя точно установленными зеркалами – отражателями – резонаторами 2, один из которых в целях вывода излучения из лазера делается полупрозрачным.
Вышедшее из лазера излучение фокусируется специальной оптической системой 5 и в виде луча направляется на обрабатываемый объект 6.
Наиболее часто используемые на практике лазеры имеют следующие длины волн: гелий-неоновый 0,6328 мкм, рубиновый 0,6943 мкм, стекло с ниодимом 1,06 мкм,  10,6 мкм.
10,6 мкм.
Чем меньше длина волны лазерного излучения, тем больше его способность беспрепятственно проходить через вещество.
Лазерное излучение обладает большой степенью "упорядоченности", так как в лазере фотоны излучаются атомами одного вещества под действием однонаправленных импульсов-возбудителей. Когерентность его, характеризуемая идентичностью состояния фотонов, их энергией, направлением, степенью поляризации на несколько порядков выше, чем обычного светового. Поэтому лазерный луч может быть сфокусирован в пятно от десятых долей миллиметра до десятков микрометров, что позволяет получать плотности мощности свыше  .
.
Твердотельные лазеры обычно имеют относительно небольшую мощность: работающие в непрерывном режиме не свыше 250 ... 500 Вт; в импульсно-периодическом или импульсном – до 300 Вт. Однако энергия одиночного импульса может достигать 100 Дж и более, что обеспечивает плотность мощности в фокусе свыше  .
.
Для получения непрерывного излучения большей мощности (5...10 кВт и более) применяют так называемые газовые лазеры. Рабочим веществом у них чаще всего является  , который в смеси с аргоном и гелием специальными насосами прогоняется через разрядную камеру с тлеющим электрическим разрядом. В камере происходит возбуждение молекул . В резонаторной камере энергия возбужденных частиц формируется в световой поток большей мощности, который выводится наружу, фокусируется и направляется на обрабатываемую поверхность материала.
, который в смеси с аргоном и гелием специальными насосами прогоняется через разрядную камеру с тлеющим электрическим разрядом. В камере происходит возбуждение молекул . В резонаторной камере энергия возбужденных частиц формируется в световой поток большей мощности, который выводится наружу, фокусируется и направляется на обрабатываемую поверхность материала.
Лазерный луч при встрече с препятствием (обрабатываемым материалом) частично отражается от его поверхности, частично ею поглощается, переходя в теплоту. Для увеличения доли полезно используемой энергии нужно повышать коэффициент поглощения. Для этого перед обработкой таких материалов, у которых отражательная способность велика (Ag, Си, А1 и др.), поверхность покрывают специальными "зачерняющими" покрытиями.
Основными параметрами режимов лазерной обработки являются мощность излучения, диаметр пятна фокусировки, скорость перемещения обрабатываемого материала относительно луча.
Преимуществами лазерной сварки являются возможность вести процесс на больших скоростях – до 500 м/ч, узкий ("ниточный", "кинжальный") шов, чрезвычайно малая зона разогрева, практически отсутствие деформаций изделия после сварки.
В результате расплавления металлических деталей по примыкающим поверхностям под действием мощного лазерного излучения и последующей кристаллизации этого расплава образуется сварное соединение, основанное на межатомном взаимодействии. Таким образом, лазерная сварка, как и дуговая, плазменная и электронно-лучевая, относится к методам сварки плавлением высококонцентрированными источниками энергии.
Для осуществления процесса сварки требуются плотности мощности лазерного излучения в зоне обработки порядка  при длительности воздействия
при длительности воздействия  . Сварку можно проводить в непрерывном, импульсном и квазинепрерывном (импульсно-периодическом с высокой частотой следования импульсов) режимах, а также в различных пространственных положениях.
. Сварку можно проводить в непрерывном, импульсном и квазинепрерывном (импульсно-периодическом с высокой частотой следования импульсов) режимах, а также в различных пространственных положениях.
Применяют сварку с присадкой и без присадки.
Различают сварку малых толщин (глубина проплавления до 1 мм) и сварку с глубоким проплавлением.
 Сварку малых толщин можно осуществлять как в непрерывном, так и в импульсном режимах. При плотностях мощности в зоне воздействия
Сварку малых толщин можно осуществлять как в непрерывном, так и в импульсном режимах. При плотностях мощности в зоне воздействия  , требуемых для осуществления этого процесса, происходит только плавление материала без его существенного испарения.
, требуемых для осуществления этого процесса, происходит только плавление материала без его существенного испарения.
Применяют как газовые, так и твердотельные лазеры мощностью менее 1 кВт в непрерывном режиме и энергией в импульсе порядка единиц или десятков джоулей в импульсном. В непрерывном режиме проводят шовную сварку, а в импульсном – шовную и точечную, причем шов в этом случае образуется в виде совокупности сварных точек.
Малые толщины можно сваривать со сквозным проплавлением, когда шов образуется по всей толщине свариваемых участков деталей, и без сквозного проплавления. Тонкие детали с массивными можно сваривать внахлестку со сквозным проплавлением тонкой и несквозным проплавлением массивной деталей.
Применение твердотельных лазеров для сварки металлов малых толщин позволяет производить обработку с большими скоростями по сравнению с применением  той же мощности, что объясняется более эффективным поглощением металлами излучения с меньшей длиной волны. При импульсном режиме излучения лазера скорость обработки меньше, чем при непрерывном, но в этом случае эффективность использования энергии, а соответственно, и КПД процесса сварки гораздо выше, что связано с отсутствием эффекта экранирования излучения.
той же мощности, что объясняется более эффективным поглощением металлами излучения с меньшей длиной волны. При импульсном режиме излучения лазера скорость обработки меньше, чем при непрерывном, но в этом случае эффективность использования энергии, а соответственно, и КПД процесса сварки гораздо выше, что связано с отсутствием эффекта экранирования излучения.
Процесс лазерной сварки малых толщин можно осуществлять как в автоматическом, так и в ручном режимах.
Лазерную сварку малых толщин широко применяют в электронной и радиотехнической промышленности для сварки проводов, элементов микросхем, пружин и т.п. деталей, в производстве и при ремонте вакуумных приборов (кинескопов, электронно-лучевых трубок и т.д.), герметизации корпусов различных приборов и устройств и во многих других процессах. В этой отрасли все чаще для сварки применяют полупроводниковые лазеры, а также мощные некогерентные источники излучения, например ксеноновые лампы.
В других отраслях промышленности лазерную сварку малых толщин применяют для заваривания аэрозольных баллонов и консервных банок, герметизации капсул для лекарств, сварки деталей турбин, сотовых конструкций и др.
Сварку с глубоким проплавлением осуществляют при плотностях мощности излучения порядка  . Если при сварке малых толщин необходима концентрация энергии в одной точке (случай острой фокусировки излучения), то при сварке с глубоким проплавлением требуется высокая плотность мощности на достаточно значительном продольном участке пучка. Для достижения требуемых высоких плотностей мощности в зоне обработки применяют более мощные лазеры с выходной мощностью в несколько киловатт.
. Если при сварке малых толщин необходима концентрация энергии в одной точке (случай острой фокусировки излучения), то при сварке с глубоким проплавлением требуется высокая плотность мощности на достаточно значительном продольном участке пучка. Для достижения требуемых высоких плотностей мощности в зоне обработки применяют более мощные лазеры с выходной мощностью в несколько киловатт.
Сварку с глубоким проплавлением можно осуществлять как в непрерывном, так и в квазинепрерывном режимах. Ее выполняют в основном мощными непрерывными  или импульсно-периодическими твердотельными лазерами. В последнем случае, как и при сварке малых толщин, энергетическая эффективность процесса выше, но скорость обработки меньше.
или импульсно-периодическими твердотельными лазерами. В последнем случае, как и при сварке малых толщин, энергетическая эффективность процесса выше, но скорость обработки меньше.
Лазерная сварка с глубоким проплавлением может быть со сквозным проплавлением (например, сварка листовых ненагруженных конструкций) и с несквозным проплавлением (например, при соединении тонких деталей с массивными).
Эффективность сварки с глубоким проплавлением повышается при совместном действии лазерного излучения и другого, менее дорогостоящего источника нагрева, например электрической дуги или магнитного поля. Суммарный эффект такого воздействия выше, чем сумма эффектов воздействия каждого источника независимо друг от друга. В этом случае возможно применение менее мощного лазера или повышение скорости обработки.
Повышению эффективности процесса сварки с глубоким проплавлением также способствует подготовка свариваемых кромок – их предварительная разделка, что приводит к "заневоливанию" лазерного излучения.
В отличие от сварки малых толщин лазерную сварку с глубоким проплавлением можно проводить только в автоматическом режиме.
Для контроля за ходом процесса используют калориметрические и фотоэлектрические датчики, связанные с системой автоматического управления параметрами излучения, положением обрабатываемой детали, скоростью обработки.
Лазерную сварку с глубоким проплавлением широко используют в производстве крупногабаритных корпусных деталей, например, двигателей и обшивки самолетов, автомобилей и судов; валов и осей, работающих в условиях знакопеременных нагрузок, например, карданных валов автомобиля; при изготовлении деталей механизмов и машин, состоящих из разных материалов (например, из легированных сталей и более дешевых материалов); для сварки труб, арматурных конструкций и в ряде других производств.
Преимущества лазерной сварки с глубоким проплавлением особенно заметно проявляются при сварке углеродистых и легированных сталей, алюминиевых, магниевых, титановых и никелевых сплавов.
По сравнению с электронно-лучевой сваркой лазерная сварка не требует специальных вакуумных камер, что позволяет расширить номенклатуру размеров обрабатываемых деталей. С другой стороны, электронное излучение обладает большей "проникающей способностью", что позволяет сваривать изделия значительно большей толщины. Комплексное сравнение этих методов по технологическим и экономическим характеристикам показало, что при мощностях излучения до 4 кВт (сварка различных металлов толщиной до 5 мм) преимущество лазерных методов сварки несомненно. Если же необходима мощность излучения более 10 кВт (сварка металлов толщиной более 10 мм), то экономически выгоднее использовать электронно-лучевую сварку. В промежуточном диапазоне требуемых мощностей источников излучения необходимо более детальное сравнение конкретных технологических процессов и условий производств.
Лазерная сварка с глубоким проплавлением требует высокой точности и стабильности направления воздействия лазерного излучения, например, допуск на отклонение оси лазерного пучка может составлять 0,2 мм при длине сварного шва в несколько метров. Необходима также тщательная сборка деталей под лазерную сварку: зазор при сборке деталей под сварку должен быть, как правило, менее 0,3 мм. Для этого требуется тщательная подготовка кромок свариваемых деталей, поэтому часто лазерной сварке предшествует либо лазерная резка (раскрой) материалов, обеспечивающая требуемое качество кромок, либо механическая обработка с большой точностью.
Высокое качество сварного шва, полученного с помощью лазерного излучения, в ряде случаев позволяет исключить его последующую обработку.
Большая плотность мощности, достигаемая в остросфокусированном лазерном луче (значительно выше, чем в сварочной дуге, и на порядок выше, чем в электронном луче), позволяет получать особые эффекты при обработке материалов. Например, можно достичь скоростей нагрева нескольких десятков и даже сотен тысяч градусов в секунду. Металл в этих условиях может интенсивно испаряться. Такие режимы используются для прошивки отверстий или при резке.
Интенсивный сосредоточенный нагрев обычно обусловливает и чрезвычайно большую скорость охлаждения материала после прекращения воздействия луча (тысячи градусов в секунду). Можно создать условия охлаждения, при которых обрабатываемый материал после расплавления охлаждается с такой скоростью, что процессы кристаллизации с образованием упорядоченной структуры происходить не успевают при затвердевании образуется аморфный слой, обладающий специфическими свойствами.
В то же время расфокусированный лазерный луч может быть и очень "мягким", что позволяет его использовать в качестве универсального источника нагрева для сварки, резки, наплавки, термообработки и др.
Дата добавления: 2015-03-26; просмотров: 1816;