Автоматическая и полуавтоматическая дуговая сварка
I. Устройство и принцип работы сварочных автоматов. При автоматической дуговой сварке все основные операции процесса (зажигание дуги, подача сварочной проволоки к изделию, поддержание постоянной длины дуги и перемещение дуги по направлению сварки) механизированы.
Схема устройства сварочного автомата представлена на рис. У.9, а. Электродвигатель 6 с помощью механического редуктора 5 передает вращение роликам 2, подающим проволоку к изделию. Сварочную проволоку 3 подающие ролики сматывают с мотка или бухты, помещенной на барабане или в кассете 4, и направляют через токоподводящий мундштук / в зону сварки.
В зависимости от принципа поддержания постоянства длины дуги, изменяющейся в процессе сварки в связи с неровностями поверхности свариваемого металла, нестабильностью напряжения в сети, пробуксовыванием проволоки в подающих роликах и т. п., сварочные автоматы делят на два типа: с автоматическим регулированием и с саморегулированием длины дуги. В автоматах первого типа скорость подачи проволоки пропорциональна напряжению дуги. При внезапном изменении длины дуги изменяется скорость подачи проволоки и нарушенное равновесие восстанавливается. Практически это осуществляется так. Одну из обмоток возбуждения электродвигателя, подающего сварочную проволоку,.
|
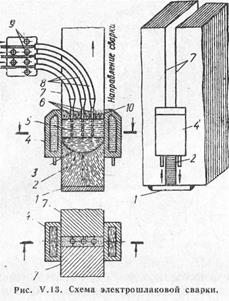
ленный шлак и тепло, выделяющееся в нем, расходуется на дальнейшее плавление флюса, кромок свариваемых изделий и присадочного металла. При сварке по изогнутым токоподводя-щим мундштукам 8 с помощью системы роликов 9 непрерывно подается проволока в жидкий шлак. Автомат с помощью колес или специальных электромагнитов перемещается по вертикальной плоскости вместе с ползунами. Последние, охлаждаясь проточной водой, способствуют принудительному формированию сварного шва 2, образуемого из ванны расплавленного металла 3. По трубе, установленной несколько выше мундштуков 8, в зону сварки подается флюс. За один проход автомата
одной проволокой при силе тока 600—900 А сваривают металл толщиной до 60 мм. Большие толщины сваривают с поперечным движением проволоки или с одновременной подачей в сварочную ванну нескольких проволок. Для этой же цели используют и специальной формы присадочный металл.
' В качестве источников сварочного тока при электрошлаковой сварке применяют сварочные трансформаторы с жесткой внешней характеристикой. Этот метод сварки находит широкое применение в тяжелом машиностроении при изготовлении сварно-литых и сварно-кованых конструкций, в производстве толстостенных котлов высокого давления и яр.
§ 8. Дуговая сварка в защитных газах
1. Сущность способа сварки в защитных газах состоит в том, что для защиты расплавленного металла от вредного действия кислорода и азота воздуха в зону дуги, горящей между свариваемым изделием и плавящимся или неплавящимся электродом, через сопло горелки непрерывно подается струя защитного газа, оттесняющего воздух от места сварки. В некоторых случаях сварка выполняется в герметических камерах, заполненных защитным (инертным) газом.
В качестве защитных газов используют одноатомные, или инертные, газы (аргон и гелий), которые не взаимодействуют с расплавленным, металлом, и активные газы (углекислый газ, водород, азот, пары воды), а также их смеси (аргон с кислородом, аргон с азотом или с углекислым газом, углекислый газ с кислородом и др.), взаимодействующие в некоторой степени с расплавленным металлом. Наибольшее применение получили аргон и углекислый газ.
2* Аргонодуговая сварка. Для этого вида сварки используют аргон, который получают из воздуха, где его по объему содержится около 1 %. Транспортируют и хранят его в стальных баллонах емкостью 40 л под давлением 15 МПа.
Аргонодуговую сварку осуществляют неплавящимся (преимущественно вольфрамовым) и плавящимся электродами. Неплавящиеся электроды предназначены только для возбуждения и поддержания горения дуги; для заполнения же места раскрытия между кромками свариваемых изделий в зону сварки подается присадочный металл в виде прутков или проволоки. Плавящиеся электроды применяют в виде сварочной проволоки, которая по химическому составу близка к составу основного металла.
Сварку неплавящимся электродом осуществляют на постоянном и переменном токах ручным, полуавтоматическим и автоматическим способами. Постоянным током, обычно прямой полярности, получаемым от источников с падающей внешней характеристикой, сваривают нержавеющие и жаропрочные стали, никель и его сплавы, титан, цирконий, молибден и другие металлы толщиной 0,1—6 мм.
Переменным током сваривают алюминий, магний и их сплавы. Причем в те полупериоды, когда катодом является изделие, его поверхность бомбардируется тяжелыми положительными ионами аргона, и происходит так называемое катодное распыление тугоплавких оксидных пленок алюминия или магния. Поэтому нет необходимости применять флюсы для их удаления.
Сварку плавящимся электродом осуществляют только автоматическим и полуавтоматическим методами. При полуавтоматической сварке используют специальные шланговые полуавтоматы, в которых сварочную проволоку в зону сварки подают не через шланг, а через протягивающие ролики, находящиеся в держателе. Плавящимся электродом сваривают алюминий, магний и их сплавы, а также нержавеющие стали. Для этого наиболее часто применяют постоянный ток обратной полярности, получаемый от источников с жесткой или возрастающей внешней характеристикой.
3. Сварка в углекислом газе характеризуется высокой производительностью и низкой стоимостью, вследствие чего этот способ находит все большее применение для сварки малоуглеродистых, низколегированных и некоторых высоколегированных сталей. Углекислый газ для сварки добывают из отходящих газов химических производств. Поставляют его в сжиженном состоянии в стальных баллонах емкостью 40 л, в которых под давлением 7,5 МПа содержится 25 л жидкой углекислоты. При испарении ее образуется 12750 л газообразного продукта.
Углекислый газ при высокой температуре дуги диссоциирует на оксид углерода и атомарный кислород, который интенсивно окисляет металл. Для нейтрализации окислительного действия углекислого газа при сварке углеродистых и низколегированных сталей используют сварочную проволоку с повышенным содержанием марганца и кремния (Св-08ГСА, Св-08Г2СА).
Сварку в углекислом газе производят плавящимся электродом автоматическим или полуавтоматическим способом. Питание сварочной дуги осуществляется от источников постоянного тока с жесткой или возрастающей внешней характеристикой при обратной полярности.
Дата добавления: 2015-03-26; просмотров: 1852;