Точечная сварка
1. Схема точечной сварки. Точечную сварку применяют для соединения листовых конструкций, в которых необходимо обеспечить нужную прочность, а обеспечение плотности не является обязательным. Суммарная толщина листов обычно не превышает 10—12 мм. При точечной сварке сложенные внахлестку детали / (рис. V. 15, а) зажимают с некоторым усилием между медными электродами 2, к которым через электрододержатели 3 подводится ток от сварочного трансформатора 4. Нижний электрод устанавливают неподвижно, а верхний вместе с электрододержателем перемещается с помощью механизма сжатия, который создает между электродами необходимое давление Р. Зажав изделие, включают трансформатор, и место контакта между изделиями нагревается до об азования ядра из расплавленного металла. Последующим приложением усилия осадки осуществляется сварка металлов, которая заканчивается снятием давления и выключением тока. Ядро сварной точки имеет столбчатую дендритную структуру. Места контактов между электродами и изделиями нагреваются до более низкой температуры, так как выделяющееся здесь теяло активно отводится медными электродами, обычно охлаждаемыми водой.
На точечных машинах сваривают углеродистые, легированные, высоколегированные стали и цветные металлы. Различают так называемые мягкие и жесткие режимы. Мягкие режимы характеризуются относительно большей выдержкой сварной точки под током и небольшой плотностью тока. Их применяют при сварке углеродистых, низколегированных и другого типа сталей, склонных к закалке. Для мягких режимов время выдержки сварной точки под током составляет 0,2—-3 с, плотность тока — 80—160 А/мм2 и давление на электроды — 15—40 МПа.
|
Жесткие режимы характеризуются меньшей выдержкой сварной точки под током, большей плотностью тока и большим давлением. Поэтому они обеспечивают более высокую производительность сварки. Такие режимы используют для сварки низкоуглеродистых и высоколегированных сталей, не склонных к закалке. Их также применяют для еварки цветных металлов (меди, алюминия), имеющих большую электро- и теплопроводность. Время выдержки на жестких режимах составляет 0,001 —
0,1 с, плотность тока — 150—350 А/мм2 и давление на электроды -40—100 МПа.
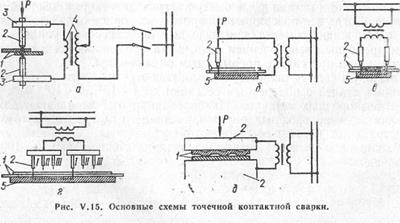
2. Виды точечной сварки. Кроме рассмотренной выше основной схемы
точечной сварки, в промышленности применяют одностороннюю точеч-
ную сварку, которая бывает одноточечной (рис. У.15, б), двухточечной
(рис. У.15, в) и многоточечной (рис. У.15, г). При односторонней сварке
электроды 2 располагают с одной стороны свариваемых изделий /, а с
другой подкладывают медные или бронзовые шины 5. При сварке ток
проходит через электроды 2, свариваемые изделия / и медные шины 5.
Разновидностью многоточечной сварки является рельефная сварка (рис. У.15, <3), при которой в одной из свариваемых деталей / в местах соединений предварительно производится холодная высадка выступов. Рельефную сварку осуществляют на специальных сварочных прессах между медными плитами 2, которые являются электродами машины. После предварительного сжатия и включения тока происходит одновременный нагрев всех выступов, а после приложения усилия сжатия — их сварка.
3. Типы точечных машин. Серийные машины, используемые для то-
чечной сварки, выпускают мощностью 0,5—1000 кВт и больше с ножным
(педальным) приводом и произвольной выдержкой; с приводом от электро-
двигателя; с электромагнитным, пневматическим и пневмогидравлическим
приводом управления и с электронным регулированием времени сварки.
Дата добавления: 2015-03-26; просмотров: 1120;