Контактная сварка
Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и с последующей осадкой разогретых заготовок.
Характерная особенность этих процессов – пластическое деформирование, в ходе которого формируется сварное соединение.
Место соединения разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта (рис. 22.2).
Количество выделяемой теплоты определяется законом Джоуля-Ленца:
 ; (22.1)
; (22.1)
где Q – количество теплоты, выделяемое в сварочном контуре. Дж;
I– сварочный ток, A;
R – полное электрическое сопротивление сварочного контура, Ом;
t – время протекания процесса.

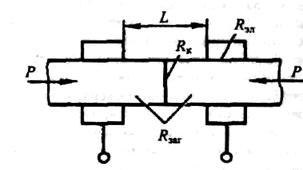
Рис.22.2 – Схемы контактной сварки
Полное электросопротивление сварочного контура R состоит из электросопротивления выступающих концов L свариваемых заготовок  , сварочного контакта
, сварочного контакта  и электросопротивления между электродами и заготовками
и электросопротивления между электродами и заготовками  :
:
 ; (22.2)
; (22.2)
Электросопротивление имеет наибольшее значение, так как из-за неровностей поверхности стыка даже после тщательной обработки заготовки соприкасаются только в отдельных точках.
В связи с этим действительное сечение металла, через которое проходит ток, резко уменьшается. Кроме того, на поверхности свариваемого металла имеются пленки оксидов и загрязнения с малой электропроводимостью, которые также увеличивают электрическое сопротивление контакта. В результате в точках контакта металл нагревается до термопластичного состояния или до оплавления.
При непрерывном сдавливании нагретых заготовок пластичный металл в местах контакта деформируется, поверхностные оксидные пленки разрушаются и удаляются к периферии стыка. В соприкосновение приходят совершенно чистые слои металла, образующие сварное соединение.
Дата добавления: 2015-03-26; просмотров: 1125;