Контактная стыковая сварка
Стыковая сварка – разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения.
Свариваемые заготовки закрепляют в зажимах стыковой машины (рис. 22.3). Зажим 3 установлен на подвижной плите 4, перемещающейся в направляющих, зажим 2 укреплен на неподвижной плите 1. Сварочный трансформатор соединен с плитами гибкими шинами и питается от сети через включающее устройство. Плиты перемещаются, и заготовки сжимаются под действием силы Р, обеспечиваемой механизмом осадки.
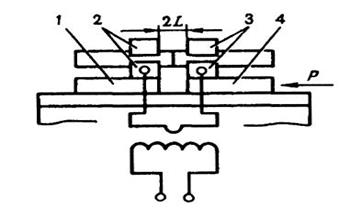
Рис. 22.3 – Схема контактной стыковой сварки: 1 – неподвижная плита;
2, 3 – зажимы; 4 – подвижная плита.
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют сваркой сопротивлением, а при разогреве торцов заготовок до оплавления и последующей осадкой – сваркой оплавлением. Для правильного формирования сварного соединения необходимо, чтобы процесс протекал в определенной последовательности. Совместное графическое изображение тока и давления, изменяющихся в процессе сварки во времени, называют циклограммой сварки. Циклограмма контактной сварки сопротивлением представлена на рис. 22.4.
Заготовки сдавливаются силой Р, включается ток, металл разогревается до пластического состояния, затем заготовки снова сдавливают – производят осадку, одновременно отключая ток.
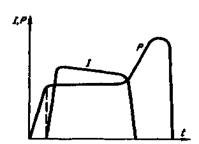
Рис. 22.4 – Циклограмма контактной стыковой сварки сопротивлением
Перед стыковой сваркой сопротивлением заготовки должны быть очищены от оксидных пленок и торцы их плотно пригнаны друг к другу предварительной механической обработкой.
Параметрами режима контактной стыковой сварки сопротивлением являются плотность тока  , сила сжатия торцов заготовки Р(Н)и время протекания тока t (с), которое определяют косвенно через величину осадки, зависящую от установочной длины L.
, сила сжатия торцов заготовки Р(Н)и время протекания тока t (с), которое определяют косвенно через величину осадки, зависящую от установочной длины L.
Установочной длиной L называют расстояние от торца заготовки до внутреннего края электрода стыковой машины, измеренное до начала сварки. Она зависит от теплофизических свойств металла, конфигурации стыка и размеров заготовки.

Рис. 22.5 – Типы сварных соединений, выполняемых стыковой сваркой сопротивлением
Сечения соединяемых заготовок должны быть одинаковыми по форме и с простым периметром (круг, квадрат, прямоугольник с малым отношением сторон). Сваркой сопротивлением можно сваривать низкоуглеродистые, низколегированные конструкционные стали, алюминиевые сплавы.
Типы сварных соединений, выполняемых стыковой сваркой сопротивлением, представлены на рис. 22.5.
Этим способом соединяют заготовки малого сечения (до  ), так как при больших сечениях нагрев будет неравномерным.
), так как при больших сечениях нагрев будет неравномерным.
Стыковая сварка оплавлением имеет две разновидности: непрерывным и прерывистым оплавлением.
При непрерывном оплавлении между заготовками, установленными в электродах машины, оставляют зазор, подключают источник тока и равномерно сближают заготовки. Соприкосновение происходит вначале по отдельным небольшим площадкам, через которые протекает ток высокой плотности. При этом под действием магнитного поля расплавленный и кипящий металл выбрасывается наружу. После достижения равномерного оплавления всей поверхности стыка заготовки осаживают. Циклограмма сварки непрерывным оплавлением показана на рис. 22.6.
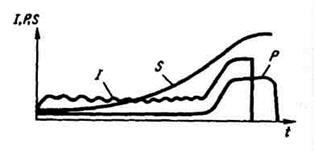
Рис. 22.6 – Циклограмма контактной стыковой сварки оплавлением:
S – перемещение плиты, мм; Р – сила сжатия заготовок;  – сварочный ток
– сварочный ток
При прерывистом оплавлении зажатые заготовки сближают, приводят их в кратковременное соприкосновение и вновь отводят на небольшое расстояние.
Быстро повторяя одно за другим сближения и разъединения, выполняют оплавление всего сечения. Затем выключают ток и сдавливают заготовку. Под давлением часть расплавленного металла вместе с оксидами выдавливается из зоны сварки.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением. В процессе оплавления выравниваются все неровности стыка, а оксиды и загрязнения удаляются, поэтому не требуется особой подготовки места соединения. Можно сваривать заготовки с сечением сложной формы, а также заготовки с различными сечениями, разнородные металлы (быстрорежущую и углеродистую стали, медь и алюминий и т.д.).
Наиболее распространенными изделиями, изготовляемыми стыковой сваркой, служат элементы трубчатых конструкций, колеса и кольца, инструмент, рельсы и т.п.
Дата добавления: 2015-03-26; просмотров: 1579;