Контактная точечная сварка
Точечная сварка – разновидность контактной сварки, при которой заготовки соединяются в отдельных точках.
При точечной сварке заготовки собирают внахлестку и сжимают силой Р между двумя электродами, подводящими ток к месту сварки (рис. 23.1). Соприкасающиеся с медными электродами поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжают до пластичного состояния внешних и до расплавления внутренних слоев. После этого выключают ток и несколько увеличивают, а затем снимают давление. В результате образуется литая сварная точка.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
При двусторонней сварке (рис. 23.1, а) две (или больше) заготовки 1 сжимают между электродами 2 точечной машины.
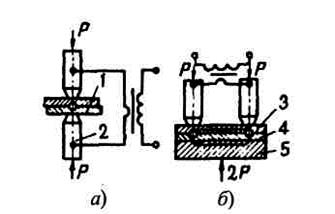
Рис. 23.1 – Схема контактной точечной сварки: 1 – свариваемые заготовки; 2 – электроды; 3 – верхний лист; 4 – нижний лист; 5 – медная подкладка
При односторонней сварке (рис. 23.1, б) ток распределяется между верхним и нижним листами 3 и 4, причем нагрев осуществляется частью тока, протекающего через нижний лист. Для увеличения тока, проходящего через нижний лист, предусмотрена медная подкладка 5. Односторонней сваркой можно соединять заготовки одновременно двумя точками.
Параметры режима точечной сварки: сила сжатия (Н), плотность тока  , время протекания тока t (с). На рис. 23.2 показана одна из применяемых циклограмм точечной сварки.
, время протекания тока t (с). На рис. 23.2 показана одна из применяемых циклограмм точечной сварки.

Рис. 23.2 – Циклограмма контактной точечной сварки
Весь цикл сварки состоит из четырех стадий:
- сжатия свариваемых заготовок между электродами;
- включения тока и разогрева места контакта до температуры плавления, сопровождающегося образованием литого ядра точки;
- выключения тока и увеличения сжатия (проковка) для улучшения структуры сварной точки;
- снятия сжатия.
Перед сваркой место соединения очищают от оксидных пленок (наждачным кругом или травлением).
Типы сварных соединений, выполняемых точечной сваркой, показаны на рис. 23.3. Точечной сваркой изготовляют штампо-сварные конструкции при соединении отдельных штампованных элементов сварными точками.
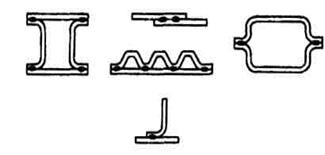
Рис. 23.3 – Типы сварных соединений, выполняемых точечной сваркой
В этом случае упрощается технология изготовления сварных узлов и повышается производительность. Точечную сварку применяют для изготовления изделий из низкоуглеродистых, углеродистых, низколегированных и высоколегированных сталей, алюминиевых сплавов. Толщина свариваемых металлов составляет 0,5...5 мм.
Многоточечная контактная сварка – разновидность контактной сварки, когда за один цикл сваривается несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Машины для многоточечной сварки могут иметь от одной пары до 100 пар электродов; соответственно, можно сваривать 2...200 точек за одну установку изделия. Многоточечной сваркой сваривают одновременно и последовательно. В первом случае все электроды сразу прижимают к изделию, что обеспечивает меньшее коробление и большую точность сборки. Ток распределяется между прижатыми электродами специальным токораспределителем, включающим электроды попарно. Во втором случае пары электродов опускают поочередно или одновременно, а ток подключают поочередно к каждой паре электродов от сварочного трансформатора. В массовом производстве, например в автомобильной промышленности, применяют, как правило, машины, работающие по заданной программе. Производительность их очень высока – до 1000 и более точек в минуту.
Дата добавления: 2015-03-26; просмотров: 1410;