Шовная сварка
1. Схема и разновидности шовной сварки. Шовную, или роликовую, сварку применяют для получения прочных и плотных швов при изготовлении тонкостенных сосудов, предназначенных для хранения и транспортирования жидкостей, газов и других продуктов, а также в производстве тонкостенных труб.
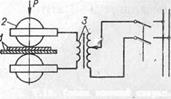
При шовной сварке (рис. У.16) листы / толщиной 0,3—3 мм собирают внахлестку и затем зажимают усилием Р между двумя медными роликами 2, к которым подводят электрический ток от сварочного трансформатора 3. Одному или обоим роликам сообщает принудительное вращение специальный привод. При включении тока и одновременном вращении роликов происходит перемещение и нагрев до расплавления контактных поверхностей свариваемых изделий, которые под действием сжимающих усилий свариваются.
|
Различают два основных способа шовной сварки: непрерывную и прерывистую. При непрерывной сварке подача тока на ролики и вращение роликов непрерывны. Такой вид сварки применяют при изготовлении изделий из низкоуглеродистых сталей толщиной до 1 мм. Для больших толщин непрерывная подача тока на ролики не дает качественного сварного соединения. Такие толщины сваривают прерывистым методом, при котором ролики вращаются непрерывно, а ток подается прерывисто. Вследствие этого в месте сварного соединения образуется ряд непрерывных точек, из которых каждая предыдущая перекрывается последующей. Преры- Рис. Улв. схем* шовной сварки.
|
вистым методом изготовляют сварные соединения высокого качества как из углеродистых сталей, так и из нержавеющих, а также из алюминиевых и медных сплавов.
Для прерывистой подачи тока на ролики шовные машины имеют игнитронные прерыватели. Продолжительность включения тока при прерывистой сварке составляет 0,02—0,12 с, а время перерывов (пауз) между включениями —0,02— 0,35 с.
Серийные шовные машины выпускают мощностью 25—200 кВт с педальным или пневматическим приводом.
§ 13. Сварка аккумулированной энергией
1. Сущность процесса. При этом способе сварки энергия накапливается в соответствующем приемнике, который непрерывно заряжается и периодически разряжается на свариваемое изделие. Различают четыре способа сварки аккумулированной энергией: электростатическую или конденсаторную, электромагнитную, инерционную и аккумуляторную. Промышленное применение имеет только первая.
2. Конденсаторная сварка. При этом способе энергия от питающей сети накапливается в батареях конденсаторов. Энергия разрядки их расходуется на сварку. Конденсаторы могут разряжаться непосредственно на изделие или на первичную обмотку сварочного трансформатора. Более распространен второй способ. Таким методом осуществляется точечная, стыковая и шовная конденсаторная сварка.
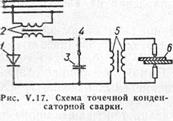
На рис. У.17 приведена схема точечной конденсаторной сварки. Ток из сети через небольшой повышающий трансформатор 2 и выпрямитель / поступает на зарядку конденсаторов 3. Переключателем 4 конденсаторы включаются на зарядку или разряжаются на первичную обмотку сварочного трансформатора 5 и свариваемые изделия 6.
Конденсаторную сварку используют для соединения металлических изделий малых толщин в пределах 0,005—2 мм. Тонкий металл (толщиной 0,2—0,3 мм) можно приваривать к металлу толщиной 10—15 мм.
Преимущества конденсаторной сварки: незначительная потребляемая мощность, равномерная нагрузка на сеть, которая не испытывает пиковых значений тока в момент разрядки конденсаторов; высокое качество сварных соединений. В большинстве случаев мощность точечных конденсаторных машин составляет 0,1—0,2 кВт, а стыковых и шовных не превышает 2—3 кВт.
Дата добавления: 2015-03-26; просмотров: 1204;