Плазменная сварка
Плазменная струя, применяемая для сварки, представляет собой направленный поток частично или полностью ионизированного газа, имеющего температуру 10 000...20 000 °С.
Плазму получают в плазменных горелках, пропуская газ через столб сжатой дуги. Дуга горит в узком канале сопла горелки, через который продувают газ. При этом столб дуги сжимается, что приводит к повышению в нем плотности энергии и температуры.
Газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух и их смеси. Газ выбирают в зависимости от процесса обработки и вида обрабатываемого материала.
Применяют два основных плазменных источника нагрева:
- плазменную струю, выделенную из столба косвенной дуги, и
- плазменную дугу, в которой дуга прямого действия совмещена с плазменной струей.
Соответственно применяют две схемы плазменных горелок.
В горелках для получения плазменной струи дуга 1 горит между вольфрамовым электродом 2 и соплом 4, к которому подключен положительный полюс источника тока (рис. 19.1, а).
Электрод изолирован от корпуса горелки керамической прокладкой 3. Сопло интенсивно охлаждается водой. Из сопла выходит ярко светящаяся плазменная струя 5. Горелка питается постоянным током прямой полярности от источников с падающей характеристикой. Дугу зажигают с помощью осциллятора.

 Плазменная струя представляет собой независимый источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления поверхности заготовок. Тепловая мощность плазменной струи ограничена, и ее применяют для сварки и резки тонких металлических листов и неэлектропроводящих материалов, а также для напыления тугоплавких материалов на поверхность заготовок.
Плазменная струя представляет собой независимый источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления поверхности заготовок. Тепловая мощность плазменной струи ограничена, и ее применяют для сварки и резки тонких металлических листов и неэлектропроводящих материалов, а также для напыления тугоплавких материалов на поверхность заготовок.
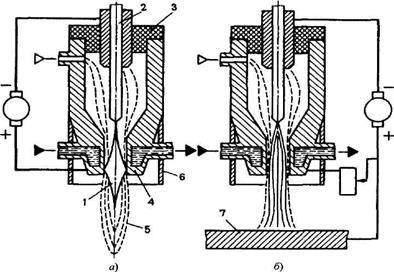
Рис. 19.1 – Схемы процесса получения плазменных источников нагрева: а – плазменной струи, выделенной из дуги; б – плазменной дуги, совмещенной с плазменной струей: 1 – электрическая дуга; 2 – вольфрамовый электрод; 3 – керамическая прокладка; 4 – сопло; 5 – плазменная струя; 6 – концентрическое сопло; 7 – заготовка
Горелки, предназначенные для сварки, снабжены вторым концентрическим соплом 6, через которое подается защитный газ.
Устройство горелок для получения плазменной дуги (рис. 19.1, б) принципиально не отличается от устройства горелок первого типа. Только дуга горит между электродом и заготовкой 7.
Для облегчения зажигания дуги вначале возбуждается маломощная вспомогательная дуга между электродом и соплом. Для этого к соплу подключен токопровод от положительного полюса источника тока. Как только возникшая плазменная струя коснется заготовки, зажигается основная дуга, а вспомогательная выключается.
Плазменная дуга, обладающая большей тепловой мощностью по сравнению с плазменной струей, имеет более широкое применение при обработке материалов. Ее используют для сварки высоколегированной стали, сплавов титана, никеля, молибдена, вольфрама и других материалов.
Плазменную дугу применяют для резки материалов, особенно тех, резка которых другими способами затруднена, например меди, алюминия и др. С помощью плазменной дуги наплавляют тугоплавкие материалы на поверхности заготовок.
По сравнению с аргонодуговой сваркой вольфрамовым электродом плазменная дуга имеет ряд преимуществ:
1. Плазменная дуга является более концентрированным источником теплоты и вследствие этого обладает большей проплавляющей способностью.
Плазменной дугой можно сваривать металл толщиной до 10 мм без разделки кромок и применения присадочного материала. При этом снижается тепловое влияние дуги на свариваемый металл и уменьшаются сварочные деформации.
2. Плазменная дуга обладает более высокой стабильностью горения, что обеспечивает повышенное качество сварных швов. Это позволяет выполнять так называемую микроплазменную сварку металла толщиной 0,025...0,8 мм на токах 0,5...10 А.
3. Увеличивая ток и расход газа, можно получить так называемую проникающую плазменную дугу. В этом случае резко возрастут тепловая мощность дуги, скорость истечения и давление плазмы. Такая дуга дает сквозное проплавление и выдувает расплавленный металл (процесс резки).
Недостаток плазменной сварки – недолговечность горелок вследствие частого выхода из строя сопел и электродов.
Дата добавления: 2015-03-26; просмотров: 1384;