Электрические и тепловые свойства дуги
Дуга – мощный стабильный электрический разряд в ионизированной атмосфере газов и паров металла.
Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги в большинстве случаев включает три этапа:
- короткое замыкание электрода на заготовку,
- отвод электрода на расстояние 3 ... 6 мм и
- возникновение устойчивого дугового разряда.
 Короткое замыкание (рис. 13.2, а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне ее контакта с электродом. После отвода электрода (рис. 13.2, б) с его разогретого торца под действием электрического поля начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул происходит дополнительная их ионизация. В результате дуговой промежуток становится электропроводимым. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда в столбе дуги б (рис. 13.2, в).
Короткое замыкание (рис. 13.2, а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне ее контакта с электродом. После отвода электрода (рис. 13.2, б) с его разогретого торца под действием электрического поля начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул происходит дополнительная их ионизация. В результате дуговой промежуток становится электропроводимым. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда в столбе дуги б (рис. 13.2, в).
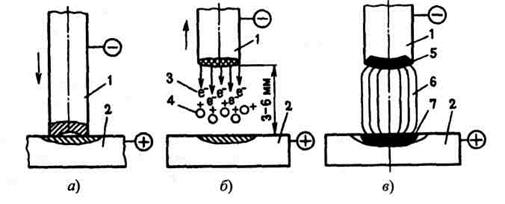
Рис. 13.2 – Схема процесса зажигания дуги
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающего его первоначальную ионизацию.
Для этого в сварочную цепь на короткое время подключают источник высокочастотного переменного тока высокого напряжения (осциллятор). Этот способ применяют для зажигания дуги при сварке неплавящимся электродом.
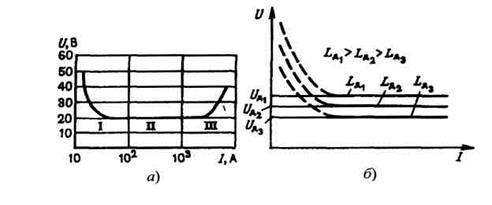
Рис. 13.3 – Статическая вольт-амперная характеристика дуги (а) и зависимость напряжения дуги  от ее длины
от ее длины  , (б).
, (б).
Электрические свойства дуги описываются статической вольт-амперной характеристикой, представляющей собой зависимость между напряжением и током дуги в состоянии устойчивого горения (рис. 13.3, а). Характеристика состоит из трех участков:
I – падающего,
II – жесткого,
III – возрастающего.
Широкое применение нашла дуга на жестком и возрастающем участках. Такой вид характеристики объясняется следующим образом.
На участке I с повышением силы тока увеличивается степень ионизации дуги, и напряжение для ее поддержания уменьшается.
На участке II пропорционально силе тока возрастает сечение дуги, при этом плотность тока и напряжение дуги остаются постоянными.
На участке III при повышении тока рост сечения дуги ограничивается сечением электрода, в результате чего увеличиваются плотность тока и напряжение дуги.
Каждому участку характеристики дуги соответствует определенный характер переноса расплавленного электродного металла в сварочную ванну:
на I и II – крупнокапельный, на
III – мелкокапельный или струйный.
На участке I дуга малоустойчива и имеет ограниченное применение. В этом случае для поддержания горения дуги необходимо постоянное включение в сварочную цепь осциллятора.
На участке II характеристики дуги напряжение (  пропорционально ее длине:
пропорционально ее длине:
 ; (13.1)
; (13.1)
где – длина дуги (  );
);
 – опытные коэффициенты, зависящие от рода свариваемого металла и газа в дуге и других факторов (для стальных электродов
– опытные коэффициенты, зависящие от рода свариваемого металла и газа в дуге и других факторов (для стальных электродов  .
.
Из приведенной зависимости следует, что для сохранения неизменным необходимо поддерживать постоянной (рис. 13.3, б).
Температура столба дуги 6 (см. рис. 13.2, в) зависит от материала электрода и состава газов в дуге, а температура катода 5 и анода 7 приближается к температуре кипения металла электродов. Эти температуры дуги постоянного тока при сварке покрытым стальным электродом составляют соответственно около 6000, 2700, 2900 °С.
При этом в анодной области дуги, как правило, выделяется больше тепловой энергии, чем в катодной. При сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности.
Дата добавления: 2015-03-26; просмотров: 3051;