Литье по выплавляемым моделям
Литье в формы, полученные по выплавляемым моделям, с давних времен применяли для получения литых скульптур, украшений и т. д.
В промышленности для изготовления деталей машин и приборов этот прогрессивный способ получает все более широкое применение. Сущность способа состоит в том, что детали получают заливкой в неразъемные тонкостенные керамические формы, изготовленные с помощью моделей из легко плавящихся составов. Применение таких форм позволяет получать сложные по форме отливки из любых сплавов с повышенной точностью по размерам и частоте поверхности. Этот способ часто называют способом точного литья.
Модельные составы.
Для изготовления моделей применяют различные легкоплавкие составы, например, ПС 50–50, который состоит из 50 % парафина и 50 % стеарина с температурой плавления около 55 градусов и хорошей жидкотекучестью.
Недостаток такого сплава в том, что он начинает размягчаться при 30…35 градусах.
ПСБ и ПЦТ модельные составы обладают высокой прочностью и теплостойкостью, применяются в виде паст, что уменьшает время затвердевания моделей в пресс-формах. Однако повышенная вязкость требует увеличения мощности установок при их приготовлении и увеличения давления запрессовки модельного состава в пресс-формы.
Четырехкомпонентные составы Р–3 обладают высокой прочностью и теплостойкостью.
Модельные составы ПСЭ и ПЦЭ, содержащие до 15% этилцеллюлозы, имеют повышенную температуру размягчения, прочность в 1,5–2 раза выше по сравнению с прочностью составов ПС. Составы с этилцеллюлозой склонны к утяжинам, особенно в массивных частях модели. Модельные составы применяют в жидком состоянии и в виде пасты для тонкостенных, крупных моделей.
Изготовление моделей в массовом и крупносерийном производстве осуществляют запрессовкой состава, подогретого до пастообразного состояния, в стальные пресс-формы под давлением 3-5 ат.
На рисунке 10.2. приведена схема устройства десятипозиционного автомата карусельного типа.
На каждой позиции вращающегося стола 1 расположены прессовочные устройства: разборные пресс-формы 3 со шприцами для запрессовки 4 и пневмоцилиндрами 2 для сборки и разборки пресс-форм. На позиции первой модельный состав запрессовывают в форму, на позициях со второй по седьмую происходит охлаждение пресс-форм.
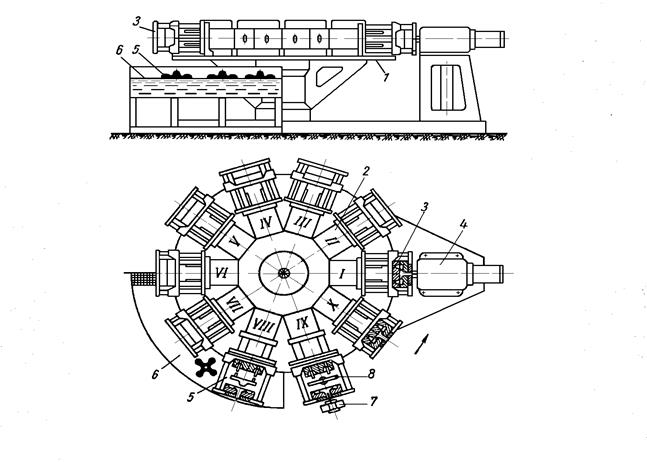
Рис. 10.2 – Схема устройства десятипозиционного автомата карусельного типа: – вращающийся стол; 2,7 – пневмоцилиндры; 3 – разборная пресс-форма; 4 – шприцы; 5 – модель; 6 – водяной контейнер; 8 – форсунка
На позиции восьмой пресс-форма открывается и модель 5 сбрасывается толкателями в водяной конвейер 6. На позиции девятой происходит подготовка пресс-формы к следующему циклу работы. Литниковый канал прочищают иглой, приводимой в движение пневмоцилиндром 7. Пресс-форму продувают сжатым воздухом и смазывают тонким слоем трансформаторного масла форсункой 8. На десятой позиции пресс-форма закрывается. Для изготовления моделей мелких деталей используют многоместные пресс-формы, в которых получают не отдельные модели, а звенья из нескольких моделей, что значительно упрощает их сборку в много модельные блоки.
В мелкосерийном производстве, где часто меняют номенклатуру деталей, вместо стальных применяют пресс-формы из алюминиевых сплавов, а так же более дешевые, но не долговечные пресс-формы из пластмасс, гипса и других материалов. Запрессовку модельных составов производят на пневматических, рычажных и других прессах или вручную.
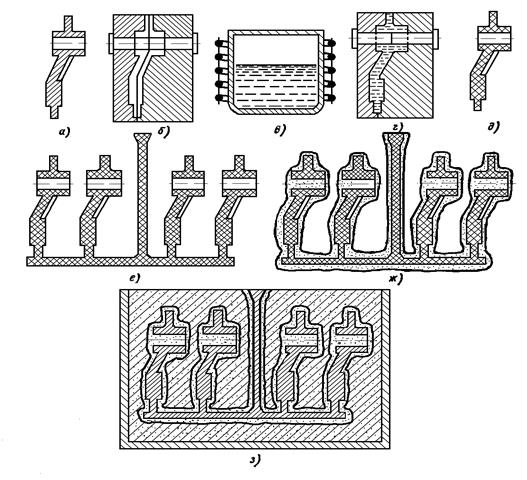
Рис. 10.3 – Схема процесса литья по выплавляемым моделям: а – отливка; б – пресс-форма; в – электропечь для расплавления легкоплавкого сплава; г – пресс-форма, заполненная легкоплавким сплавом; д – легкоплавкая модель; е – легкоплавкие модели с литниковой системой; ж – легкоплавкие модели, покрытые слоем огнеупорного материала; з – заформованные легкоплавкие модели
Монтаж блоков моделей.
Мелкие модели собирают в блоки, приклеивая или припаивая их электропаяльниками к общей литниковой системе рис 2.
Это дает значительную экономию металла и облегчает последующие операции изготовления керамических форм. В механизированных и автоматизированных цехах блоки из моделей собирают на специальных приспособлениях (металлических стояках-каркасах), что обеспечивает плотное соединение моделей без припаивания.
Дата добавления: 2015-03-26; просмотров: 1613;