Литье в металлические формы (кокили)
Металлические формы – кокили являются литейными формами многократного использования. Их изготавливают из стали, чугуна и алюминиевых сплавов.
По конструкции металлические формы бывают неразъемные и разъемные. Вытряхные кокили применяют для отливок, конструкция которых обеспечивает свободное удаление их из формы вместе с литниковой системой при повороте формы на 180°. Разъемные кокили делают створчатыми (рис. 11.2, б), с горизонтальной плоскостью разъема (рис. 11.2, в) и с вертикальной плоскостью разъема (рис. 11.2, д, е) и более сложных конструкций.
Внутренняя полость кокиля (рабочая поверхность) оформляет наружную конфигурацию отливки. Отверстия, пазы и полости в отливке выполняются при помощи стержней – обычных песчаных или металлических. При этом конструкция металлических стержней должна обеспечивать их свободное извлечение из формы после затвердевания отливки.
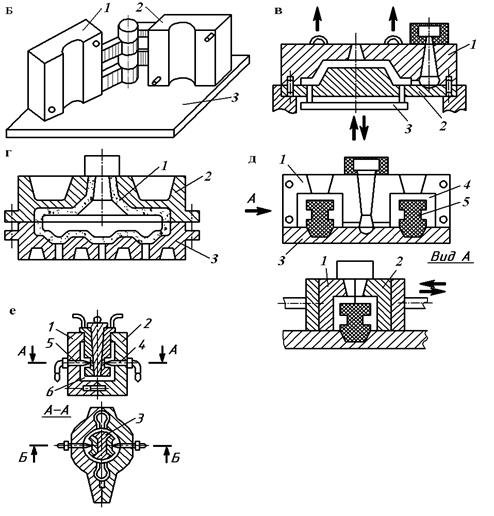
Рис. 11.2 – Схема технологического процесса литья в кокиль.
Б: 1, 2 – створчатые половинки кокиля; 3 – плита.
В: 1 – верхняя полуформа; 2 – нижняя полуформа; 3 – выталкиватель.
Г: 1 – облицовочный слой; 2, 3 – полуформы.
Д: 1, 2 – полуформы; 3 – плита; 4 – полость формы; 5 – стержень.
Е: 1, 2 – полуформы; 3 – разъемный стержень; 4, 5 – фиксаторы стержня.
Для того чтобы можно было извлечь сложный металлический стержень 3 (рис. 11.2, е), его делают составным – из трех частей.
Металлическая форма не обладает газопроницаемостью, поэтому конструкция формы должна обеспечивать удаление воздуха и газов при ее заливке. В форме наряду с выпорами предусматривают вентиляционные пробки (венты) и тонкие риски по плоскости разъема.
Металлическая форма неподатлива и оказывает сопротивление усадке отливки при затвердевании. Это затрудняет извлечение отливки из формы. Поэтому в кокилях часто предусматривают толкатели (рис. 11.2, е).
Перед заливкой в кокиль металла рабочую поверхность кокиля окрашивают тонким слоем огнеупорной краски. Краска защищает поверхность кокиля от непосредственного контакта с жидким металлом и тем самым уменьшает износ формы. Кроме того, толщиной слоя краски можно регулировать интенсивность охлаждения отливки, так как краска менее теплопроводна, чем металлический кокиль. Окраску производят несколько раз в смену.
Полости литниковой системы, прибылей, выпоров облицовывают теплоизоляционным материалом (например, асбестом) и окрашивают более толстым слоем краски. Металл в этих каналах будет затвердевать в последнюю очередь.
Перед началом работы кокили подогревают до температуры 200–300 °С. Если перед заливкой металла форма будет холодной, то из-за большой теплопроводности формы металл потеряет жндкотекучесть раньше, чем заполнит форму. К тому же при заливке в неподогретый кокиль его поверхность при контакте с жидким металлом испытывает «термоудар», что увеличивает износ формы.
Стойкость металлической формы зависит от ее материала, температуры заливаемого сплава и массы отливки. Наименьшую стойкость имеют кокили при заливке стали 10–50 шт. при производстве крупных отливок и 400–600 шт. – мелких. При литье алюминиевых, магниевых и цинковых сплавов в кокиле можно получить от нескольких тысяч до сотен тысяч отливок.
Дата добавления: 2015-03-26; просмотров: 1900;