Кокильный станок
Металлические формы устанавливают на кокильных станках или механизированных кокильных машинах, которые имеют механический, пневматический или гидравлический приводы. Привод осуществляет закрывание, раскрывание, кантование кокиля, извлечение металлических стержней и выталкивание отливки.
На рис. 11.3 показан общий вид кокильной машины конструкции МВТУ им. Баумана. На раме 1 установлены две стойки 2 с пневмоцилиндрами 3 и 12. Неподвижная полуформа 10 прикреплена к плите стойки, а подвижная полуформа 8 смонтирована на стойке тележки 14, которая штоком 4 передвигается по швеллерам-рельсам 15. Металлическая форма запирается пневморычажным механизмом 6. Отрыв кокиля и металлических стержней от отливки осуществляется усилителями 5 и 13. Выталкиватели устанавливают на плите 11, а стержни – на плитах 7 и 9.
При крупносерийном и массовом выпуске отливок кокильные машины монтируют на карусельные установки или конвейеры.
Литье в металлические формы имеет следующие особенности. Скорость охлаждения отливки в кокиле в несколько раз выше, чем при литье в разовые формы. Поэтому отливки получаются более плотные, с мелкозернистой структурой, что повышает механические свойства сплавов. Однако при литье чугунных отливок высокая скорость охлаждения приводит к отбелу поверхностного слоя отливки, для устранения которого необходима термическая обработка.
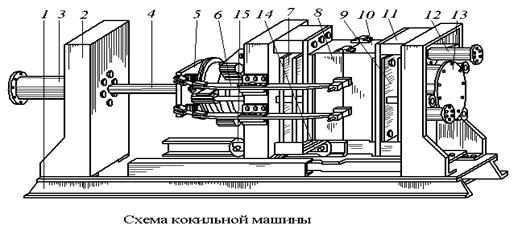 Рис. 11.3 – Кокильный станок: 1 – рама; 2 – стойки; 3, 12 – пневмоцилиндры; 4 – шток; 5, 13 – усилители; 6 – пневморычажный механизм; 7, 9, 11 – плиты; 8 – подвижная полуформа; 10 - неподвижная полуформа; 14 – стойка тележки; 15 – швелеры-рельсы
Рис. 11.3 – Кокильный станок: 1 – рама; 2 – стойки; 3, 12 – пневмоцилиндры; 4 – шток; 5, 13 – усилители; 6 – пневморычажный механизм; 7, 9, 11 – плиты; 8 – подвижная полуформа; 10 - неподвижная полуформа; 14 – стойка тележки; 15 – швелеры-рельсы
Повышенную интенсивность охлаждения металла в форме нужно учитывать при конструировании отливки и выборе сплавов (сплавы должны обладать хорошими литейными свойствами).
Точность размеров и чистота поверхности отливок при литье в кокиль выше, чем при литье в песчаные формы. Это позволяет в 2-3 раза снизить припуск на механическую обработку.
Литье в кокиль является производительным процессом, трудоемкость изготовления отливок в кокилях меньше, чем при литье в песчаные формы, условия труда лучше. Однако из-за высокой стоимости изготовления металлической формы литье в кокиль экономически целесообразно только в серийном и массовом производствах.
Разновидностью литья в кокиль является способ изготовления отливки в облицованных металлических формах. Внутренняя поверхность кокиля облицовывается тонкостенной оболочкой (3-5 мм) из песчано-смоляной смеси. Форма приобретает податливость и газопроницаемость. Кроме того, оболочка уменьшает отвод тепла от залитого металла, что позволяет получить чугунные отливки без отбела. Стойкость таких кокилей при заливке чугуна и стали значительно увеличивается.
Дата добавления: 2015-03-26; просмотров: 3251;