Оборудование и технология литья под давлением
Литье под давлением – наиболее производительный способ изготовления относительно небольших отливок из цветных сплавов с высокой точностью по размерам и чистотой поверхности.
Отливки получают в стальных пресс-формах. Расплавленный сплав заполняет пресс-форму под давлением поршня до  (
(  ), быстро затвердевает и образует отливку. Затем пресс-форма раскрывается, готовая отливка удаляется толкателями.
), быстро затвердевает и образует отливку. Затем пресс-форма раскрывается, готовая отливка удаляется толкателями.
Литье под давлением осуществляют на компрессорных и поршневых машинах высокой производительности, дающих 200...400 отливок в час. Поршневые машины выпускают с горячей или холодной камерой сжатия, расположенной горизонтально или вертикально.
Машины с горячей камерой сжатия, в которых камера находится непосредственно в расплаве, применяют для получения отливок из сплавов с низкой температурой плавления на основе цинка, олова и свинца. Машины с холодной камерой сжатия, в которых камера вынесена за пределы расплава, используют для получения отливок из более тугоплавких цветных сплавов на основе алюминия и магния.
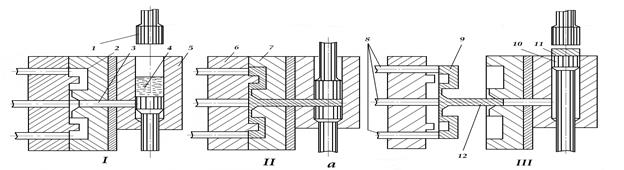

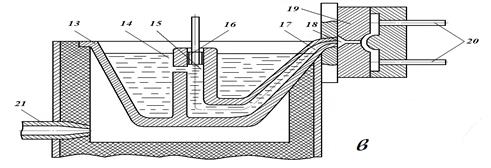
Рис. 11.1 – Схемы поршневых машин для литья под давлением: 1 – верхний поршень; 2 – пресс-форма; 3 – литниковый канал; 4 – расплав; 5 – камера сжатия; 6,7 – половины пресс-формы; 8 – толкатели; 9 – отливка; 10 – нижний поршень; 11 – избыток металла; 12 – литник; 13 – чугунный тигель; 14 – отверстие; 15 – камера сжатия; 16 – поршень; 17 – канал; 18 – мундштук; 19 – пресс-форма; 20 – толкатели; 21 – форсунка для подачи топлива
На поршневых машинах с вертикальной холодной камерой прессования (рис. 11.1, а) расплав 4 заливают в камеру сжатия 5 (положение I).
Верхний поршень 1, опускаясь, давит на расплав и на нижний поршень 10, который при движении вниз открывает литниковый канал 3. Металл заполняет полость 2 пресс-формы, состоящей из двух половин 6 и 7 (положение II). Объем жидкого металла должен быть больше объема полости формы, чтобы между верхним и нижним поршнем оставался избыток металла. Давление верхнего поршня поддерживают до полной кристаллизации отливки, после чего пресс-форму раскрывают и отливку 9 вместе с литником 12 выталкивают из формы толкателями 8. Нижний поршень выталкивает наружу избыток металла 11 (положение III), и его отправляют в переплав.
Поршневые машины с холодной камерой прессования применяют для получения отливок из латуней, алюминиевых, магниевых и других цветных сплавов, а также стальных отливок.
В отечественном литейном производстве все большее распространение получают машины с горизонтальной камерой прессования. В этих машинах меньше охлаждение жидкого металла и его гидравлическое сопротивление при заполнении формы. Машины имеют на 10–20% более высокую производительность, проще в обслуживании.
Поршневые машины с холодной камерой прессования применяют для получения отливок из латуней, алюминиевых, магниевых и других цветных сплавов, а также стальных отливок.
На (рис. 11.1, б) показана работа машины с горизонтальной холодной камерой прессования. Все операции на ней выполняются в той же последовательности.
На (рис. 11.1, в) приведена схема работы поршневой машины с горячей камерой прессования. Чугунный тигель 13 с жидким металлом все время подогревают снизу газом через форсунку 21. Перед заливкой пресс-форму 19 закрывают, и мундштук 18 соединяется с каналом 17. При верхнем положении поршня 16 через отверстие 14 сплав заполняет камеру сжатия 15 и канал. При движении вниз поршень впрессовывает жидкий металл в полость формы. После затвердевания металла давление снимают, поршень движется вверх, форму раскрывают и отливку выталкивают толкателями 20. Машины с горячей камерой сжатия более производительны и расходуют меньше жидкого металла, однако их нельзя применять для литья сплавов с температурой плавления более 500°С из-за быстрого изнашивания поршня.
Такие машины применяют для литья из свинцово-сурьмянистых, цинковых, магниевых и алюминиевых сплавов с невысокой температурой плавления и мало агрессивных к материалам тигля и камеры прессования. Благодаря малому охлаждению сплава при заполнении пресс-формы на таких машинах можно производить очень мелкие детали – массой до нескольких граммов. Предельная масса отливок составляет до 25–30 кг. Машины имеют очень высокую производительность – до 3000 и более отливок в час при работе в автоматическом режиме.
В машинах с холодной камерой сжатия поршень контактирует с расплавом в течение короткого промежутка времени и поэтому мало изнашивается. Здесь можно значительно повысить давление, что гарантирует высокую плотность и прочность отливок. Если в машинах с горячей камерой сжатия давление достигает 20 МПа, то в машинах с холодной камерой сжатия при литье алюминиевых и медных сплавов давление может достигать 100...300 МПа.
Компрессорные машины, работающие на сжатом воздухе, применяются очень редко.
При литье под давлением расплав заполняет пресс-форму с очень большой скоростью (за доли секунды). При этом происходит быстрое закупоривание вентиляционных каналов пресс-формы, и из её полости не полностью удаляются воздух и газы, образующиеся от испарения и сгорания смазки. В затвердевшей отливки появляется газовая пористость. В металлической пресс-форме расплав затвердевает очень быстро, что приводит к получению мелкокристаллического строения. При этом тонкие по сечению литники затвердевают раньше отливки, её питание расплавом прекращается до завершения усадки. Усадка проявляется в том, что увеличивается объём газовых пор. Поэтому отливки имеют специфический дефект – газоусадочную пористость. Это приводит к снижению плотности отливок, понижению пластичности. Отливки нельзя подвергать термической обработке, так как при нагревании вследствие расширения газовых пор поверхность металла может вспучиваться.
Для устранения газоусадочной пористости разработаны специальные мероприятия. К ним относится, например, применение вакуумирования полости формы и самого расплава.
Дата добавления: 2015-03-26; просмотров: 2077;