Производство специальных видов проката
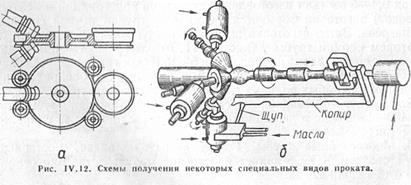
1. Прокатка деталей типа колес, бандажей и колец. Заготовкой для изготовления таких деталей являются слитки или круглый прокат. Технологический процесс их изготовления может включать операции ковки и прокатки. Например, на прессе производят осадку и прошивку заготовки, а формовку ступицы, диска и контура обода железнодорожных колес — на специальном колесопрокатном стане (рис. IV. 12, а).
2. Прокатка периодических профилей как один из самых экономичных методов формообразования заготовок деталей имеет особое значение. Периодические профили используют как заготовки для последующей штамповки или механической обработки, что обеспечивает экономию 20—30 % металла по сравнению со штамповкой из обычного проката. Предусмотрено внедрение на машиностроительных предприятиях детале-прокатных станов. На Минском тракторном заводе стан для прокатки полуосей окупился за 5 мес.
|
Периодические профили изготовляют преимущественно поперечной и поперечно-винтовой (рис. 1У.5, в) прокаткой. Поперечная прокатка осуществляется на двух- и трехвалковых станах (рис. IV. 12, б). Поперечновинтовая прокатка деталей с винтовой поверхностью (червяков, ходовых винтов, червячных фрез и т. п.) в 30—80 раз производительнее, чем нарезание резьбы на токарно-винторезном станке, и обеспечивает экономию 10—30 % металла.
3. Производство гнутых профилей. Во многих случаях детали машин и конструкций из фасонных горячекатаных профилей имеют слишком большой запас прочности и оказываются чрезмерно материалоемкими, так как минимальная толщина стенок этих профилей 2—3 мм. Легкие тонкостенные с высокой жесткостью так называемые гнутые профили различной формы получают гибкой тонкой полосы на специальных про-филегибочных станах.
Изготовление гнутых профилей аналогично формированию заготовок сварных труб. При профилировании площадь поперечного сечения полосы остается неизменной, а меняется только его форма. При этом в результате холодной пластической деформации происходит упрочнение металла.
Получают гнутые профили открытого типа, иногда весьма сложной формы (полузакрытого и закрытого типа) (рис. IV.6, д).
Применение гнутых профилей обеспечивает уменьшение массы конструкций по сравнению с изготовлением их из горячекатаных фасонных профилей на 25—30 %.
Дата добавления: 2015-03-26; просмотров: 2527;