Машины для фасовки коротких макаронных изделий
Полуавтомат АП-1Д.Полуавтомат предназначен для изготовления коробок из картонных заготовок, заполнения коробок отвешенными порциями короткорезаных изделий и запечатывания коробок.
Полуавтомат АП-1Д(рис.39) состоит из следующих основных частей: механизма для изготовления коробок, фасовочно-упаковочного устройства и дозирующих весов 7.
 |
Рис. 39. Полуавтомат АП-1Д для фасовки коротких изделий
Механизм для изготовления коробок расположен в передней части полуавтомата. Он состоит из магазина 1 для заготовок коробок, вакуум-насоса с присосами, механизма 2для нанесения клея на заготовки и пакетировочной карусели 3. Коробки изготавливаются из заранее отпечатанных и просеченных заготовок из коробочного картона. Наружные размеры коробки 122х80х210 мм.
Заготовки картонных коробок укладывают стопкой в магазин, откуда рычаг с пневматическими присосами отделяет верхнюю заготовку от стопы и подает ее к механизму нанесения клея. Клей, наливаемый в ванну, наносится на боковой и нижний клапаны заготовки коробки с помощью вращающегося сектора.
Проклеенная заготовка подается на пакетировочную карусель, которая имеет 8 форм (болванок), жестко закрепленных на крестовине, насаженной на вертикальный вал карусели.
Заготовка поступает на болванку карусели, где при помощи двух боковых и одного верхнего рычагов ей придается форма коробки с открытыми торцами. Вращение карусели происходит периодически.
При повороте карусели на один шаг с помощью рычага закрываются узкие и правая широкая створки дна коробки, затем его левая широкая створка, после чего дно прижимается к болванке и на него ставится клеймо. После подсушки клея дно коробки прижимается хлопушкой.
Фасовочно-упаковочное устройство состоит из карманов 4 и осуществляет перенос коробок на одни шаг с фиксацией их в местах остановки.
На станине фасовочно-упаковочного устройства в технологической последовательности смонтированы: встряхивающий механизм, механизм загиба верхних узлов створок коробки, механизм контроля наличия в кармане коробки, механизм 5нанесения клея на верхнюю правую широкую створку коробки, механизм заделки верхних широких створок, счетчик импульсов, подсушивающая плита, транспортер 6и стол готовой продукции.
Склеенная на карусели пустая коробка, поворачиваясь из горизонтального положения в вертикальное, попадает в первый карман упаковочно-расфасовочного устройства. Во втором кармане коробка наполняется порцией отвешенного продукта. Взвешивание производится одной из трех работниц, поэтому машина и называется полуавтоматом. В третьем, четвертом и пятом карманах путем встряхивания коробки происходит уплотнение насыпанных в коробку изделий, а в последних четырех — закрывание и заклеивание верхних створок коробки.
Заполненная и заклеенная коробка попадает на выводной транспортер, ленты которого зажимают нижние и верхние торцы коробок, обеспечивая таким образом надежное их склеивание. Этот же транспортер подает готовые коробки на стол готовой продукции. Производительность полуавтомата АП-1Д составляет до 30 коробок в минуту развесом по 600—700 г (для вермишели и лапши) или по 1000 г (для суповых засыпок).
 |
Автомат Т1-АП-ЗД(рис.40). Предназначен для непрерывной фасовки и упаковки коротких макаронных изделий в картонные коробки с использованием картонных просечённых заготовок, предварительно склеенных по продольному шву.
Рис. 40 Автомат Т1-АП-ЗД для фасовки коротких изделий
Автомат Т1-АП-ЗДсостоит из основной машины и автоматических весов.
Основная машина изготавливает картонную коробку из заготовки, предварительно склеенной по продольному шву, обеспечивая прием взвешенной порции изделий в коробку, уплотнение ее и запечатывание заполненной изделиями коробки.
Основная машина состоит из магазина 5заготовок коробок, автоматических весов 3, цепного транспортера 1 с карманами, насыпной карусели 2, транспортера готовой продукции 6 и электрошкафа управления 4.
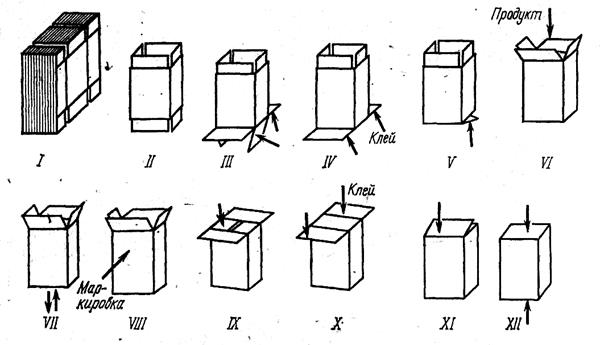
Автомат работает следующим образом (рис.41). Пачка заготовок коробок (І) закладывается в магазин между боковыми направляющими.
Вакуум-присосы механизма раскрытия захватывают заготовку и переносят ее из магазина в карман цепного транспортера, где заготовка при помощи механизма подачи вводится в карман и окончательно раскрывается, принимая форму параллелепипеда (II).
|
Рис. 41 Схема процесса изготовления коробок и заполнения
их продуктом на автомате Т1-АП-3Д
Цепной транспортер представляет собой цепь, на которойчерез каждые 12 звеньев закреплены карманы.
При движении коробки к насыпной карусели, расположенной под весами, нижние широкие створки коробки находят на направляющие и раскрываются, а узкие закрываются (III) (задняя — вертушкой, передняя — шиной).
На раскрытые широкие створки коробки вращающимся валиком наносится клей (IV), после чего они последовательно закрываются (V) и коробка подается под воронку насыпной карусели (VI). При этом верхние узкие створки отклоняются шиной на некоторый угол, что создает возможность правильного захода воронки насыпной карусели в коробку.
Для этой же цели установлена неподвижная направляющая, которая раскрывает верхнюю широкую створку коробки перед установкой её под воронку насыпной карусели.
Раскрытые коробки подаются к дозирующему устройству с двумя весовыми головками, которые автоматически отвешивают заданные дозы изделий. Отвешенная доза изделий высыпается из весов в промежуточную воронку. Для лучшего заполнения коробки шина, по которой она перемещается, совершает колебательные движения с большой частотой (VІІ).
При дальнейшем продвижении коробки с засыпанными изделиями она продвигается между барабаном и прижимным роликом, которые наносят на её широкую наружную створку клеймо (VІІІ) – дату выработки и номер смены. Далее происходит закрытие верхних створок коробки при помощи вертушки, шин и клеенамазывающих валиков, аналогичных по своему назначению механизмам закрытия нижних створок коробок (ІХ-ХІ). Одновременно счётчик автомата отсчитывает количество пройденных коробок.
После закрытия верхних створок коробки выталкиваются из карманов на транспортёр готовой продукции, где группируются по четыре штуки.
Над транспортёром готовой продукции смонтирован другой ленточный транспортёр, который прижимает верхние клапаны коробки (ХІІ). За время нахождения коробки на транспортёре готовой продукции обеспечивается надёжное схватывание клея.
Производительность автомата Т1-АП-3Д составляет до 30 коробок в минуту, масса отвешиваемой дозы – от 400до 700г.
Дата добавления: 2015-03-23; просмотров: 2017;