Особенности системного подхода к решению задач управления 13 страница
Чистка и проверка состояния блока цилиндров
Чистка
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
- Снимите с блока все установленные снаружи компоненты и датчики.
- Упершись тупой выколоткой в край выжимной пробки, разверните ее в своем посадочном гнезде под 90°. После того как все пробки будут развернуты, их достаточно просто будет извлечь из двигателя при помощи щипцов.
- Соскоблите с сопрягаемой поверхности блока все следы материала старой прокладки, — постарайтесь не оставлять царапин и задиров.
- Выверните все резьбовые заглушки масляных галерей. Заглушки могут оказаться затянутыми очень туго, вплоть до того, что их придется высверливать с последующим восстановлением резьбы в блоке. При сборке заглушки подлежат замене.
| - На дизельных двигателяхснимите распылители подачи масла на поршни. На двигателях 1.7 лраспылители запрессованы в блок и их снятие может быть произведено только с применением специального приспособления Opel, на двигателях 2.0 лраспылители закреплены болтами.
| 
| - Снимите с блока крышки всех коренных подшипников и извлеките из своих постелей вкладыши последних. Сразу же пометьте извлеченные вкладыши при помощи скотча на принадлежность своему подшипнику и постели в нем (блок или крышка), затем отложите их в сторону.
- При сильном внешнем загрязнении двигателя следует доставить его в мастерскую автосервиса для проведения паровой или термической обработки.
- После возврата блока из мастерской еще раз тщательно прочистите все масляные отверстия и галереи — для этой цели выпускаются специальные цилиндрические щетки особой формы (спрашивайте в магазинах автомобильных аксессуаров). Промойте полости и каналы теплой водой, — продолжайте промывку до тех пор, пока с противоположной стороны блока не начнет вытекать чистая вода. Тщательно просушите блок, затем слегка смажьте все проточенные поверхности жидким маслом для защиты их от коррозии. При наличии доступа к источнику сжатого воздуха воспользуйтесь им для ускорения процесса сушки блока и продувки труднодоступных полостей и каналов.

| При работе со сжатым воздухом не забывайте надевать защитные очки!
| - При сильном загрязнении или зашлаковывании блока следует прибегнуть к щеточной чистке горячей водой с мылом. Не следует пытаться сэкономить время за счет пренебрежения тщательностью чистки блока. Вне зависимости от выбранного способа, проследите за тщательностью прочистки труднодоступных полостей, каналов и отверстий. В заключение просушите блок и смажьте проточенные поверхности жидким маслом для защиты их от коррозии.
- Прогоните все резьбовые отверстия в блоке метчиком соответствующего размера с целью обеспечения гарантии соответствия показаний индикатора динамометрического ключа реально развиваемым усилиям затягивания крепежа при сборке двигателя. По возможности, продуйте затем прогнанные метчиком отверстия сжатым воздухом, удалив из них весь мелкий мусор и стружку. Закончив обработку отверстий, пройдитесь лежкой по резьбовой части болтов крепления крышек подшипников и головки цилиндров.
- Установите на место крышки коренных подшипников, от руки затянув их крепеж.
- Смажьте уплотнительные поверхности новых выжимных пробок герметиком типа Permatex No 1 и установите их на свои штатные места в блоке. Проследите за перпендикулярностью посадки пробок, — правильнее всего будет воспользоваться специальной цилиндрической оправкой, однако ее вполне может заменить торцевая головка подходящего размера, которая должна упираться только во внутреннюю часть торцевой поверхности пробки (не в буртик!).
- Смажьте незатвердевающим герметиком типа Permatex No 2 резьбовую часть новых заглушек масляных галерей (альтернативно обмотайте их лентой ФУМ). Вверните заглушки на свои штатные места и затяните как можно прочнее.
| - На дизельных двигателях запрессуйте/ приболтите на свои места распылители подачи масла на поршни.
| 
| - Если не собираетесь сразу же приступать к сборке двигателя, поместите блок в большой полиэтиленовый пакет для защиты его загрязнения.
| |
Проверка
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
- Предварительно блок должен быть самым тщательным образом очищен (см. Снятие коленчатого вала).
- Произведите внешний осмотр блока на предмет выявления следов коррозии, трещин и прочих повреждений. Проверьте состояние резьбовых отверстий. Разумно будет также произвести тестирование блока на наличие скрытых трещин в условиях мастерской автосервиса с применением специального диагностического оборудования. В случае выявления дефектов блок подлежит восстановительному ремонту или замене.
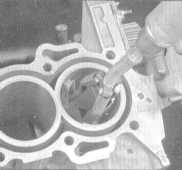
- Проверьте состояние зеркал цилиндров.
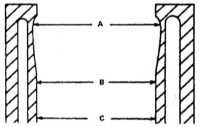
| - Оцените величины имеющих место конусности и овальности цилиндров:
- Измерьте диаметр каждого из цилиндров в верхнем (непосредственно под границей ступенчатого износа), центральном и нижнем сечениях в плоскости параллельной оси коленчатого вала;
| - Теперь измерьте диаметры на тех же трех уровнях, но в плоскости, перпендикулярной оси блока;
А — Под границей ступенчатого износа В — В средней части С — В нижней части
| 
| - Величину конусности цилиндра определяет разница между результатами измерений в верхнем и нижнем сечениях. Овальностью (в данном сечении цилиндра) называется разница диаметров, измеренных в параллельной и перпендикулярной оси коленчатого вала плоскостях.
| - Сравните результаты проверки с требованиями (см. Спецификации). Действуя в описанной манере, поочередно проверьте все цилиндры.
|
| Помните, что существует несколько групп стандартных диаметров цилиндров, разрешающих различные производственные допуски. Маркировка размерной группы обычно наносится на верхний срез блока цилиндров.
| - При выявлении заметных дефектов или отклонении результатов измерений от нормативных требований, блок цилиндров подлежит восстановительной механической обработке в условиях мастерской автосервиса. Если в процессе восстановительного ремонта была произведена расточка цилиндров, двигатель должен быть укомплектован новыми поршнями ремонтного (с превышением) размера.
|
| Поршни ремонтного размера (с превышением 0.5 мм) производятся для всех двигателей, кроме двигателей 1.7 л DOHC (бензиновых и дизельных).
| - Если состояние зеркал цилиндров в ходе выполнения проверки найдено удовлетворительным при одновременном соблюдении нормативных требований к форме цилиндров и зазорам посадки в них поршней (см. Проверка состояния компонентов шатунно-поршневой группы), необходимость в проточке цилиндров отпадает, — достаточно будет лишь выполнить хонингование их зеркал (см. Хонингование зеркал цилиндров).
- Проверьте плоскостность сопрягаемой с головкой поверхности блока, — проверка производится в манере, аналогичной описанной для сопрягаемых поверхностей головки цилиндров (см. Чистка и проверка состояния головки цилиндров). Сравните результат измерений с требованиями (см. Спецификации), в случае необходимости отдайте блок в проточку.
| |
Хонингование зеркал цилиндров
Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания.
|
| При отсутствии под рукой необходимых инструментов или нежелании самостоятельно выполнять хонингование, работа за вполне умеренную плату может быть поручена специалистам мастерской автосервиса.
|
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
- Прежде чем приступать к хонингованию, установите на место крышки коренных подшипников/ соединительный мост (без вкладышей) и затяните крепежные болты с требуемым усилием.
- Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке:
| - Зажмите хон в патрон электродрели, сведите подпружиненные точильные камни/ прутья ершика насадки и заправьте последнюю в цилиндр.
| 
| |
| Не забудьте надеть защитные очки или лицевой щиток!
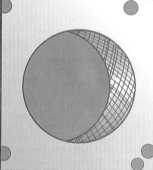
| | - Обильно смочите зеркало обрабатываемого цилиндра маслом, включите дрель и начинайте совершать насадкой возвратно-поступательные движения внутри цилиндра. Скорость вертикального перемещения хона должна обеспечивать нанесение на поверхности зеркала цилиндра сетчатого узора с углом пересечения сторон ячеи около 60°. Не жалейте масла и старайтесь не снимать с поверхности стенок цилиндра больше материала, чем это действительно необходимо для достижения требуемого результата.
| 
| |
| Изготовители поршневых колец могут предъявлять собственные требования к углу пересечения сторон ячеи сетчатого узора, — внимательно ознакомьтесь с инструкцией на упаковке ремнабора.
| | - Не извлекайте хон из цилиндра до полной остановки дрели! Продолжайте совершать возвратно-поступательные движения насадкой до тех пор, пока она не прекратит вращаться. После остановки дрели сожмите точильные камни и извлеките хон из цилиндра. При пользовании хоном типа «бутылочный ершик» дождитесь полной остановки дрели, затем извлекайте насадку, продолжая вручную вращать патрон в нормальном направлении.
- Протрите ветошью зеркало цилиндра и переходите к хонингованию следующего.
| - По завершении обработки, воспользуйтесь надфилем для снятия фасок с верхних краев цилиндров, — данная обработка производится с той целью, чтобы не возникло затруднений с заправкой в цилиндры поршней с надетыми на них кольцами. Соблюдайте крайнюю осторожность, — не оцарапайте надфилем зеркало цилиндра.
- В заключение весь блок должен быть тщательно промыт теплым раствором мыльной воды.
|
| Цилиндры можно считать промытыми, когда после проведения по зеркалу смоченной маслом белой ветошью на ней не остается серого налета. Не забудьте прочистить цилиндрической щеткой все масляные отверстия и каналы, затем промойте блок струей воды под напором.
| - После промывки тщательно просушите блок и смажьте проточенные поверхности маслом для защиты их от коррозии. До начала сборки двигателя заверните блок в чистый полиэтиленовый пакет.
| |
Проверка состояния компонентов шатунно-поршневой группы
Все двигатели
Предварительно шатунно-поршневые сборки должны быть тщательно очищены. Кольца с поршней необходимо снять.
|
| Поршневые кольца подлежат замене в обязательном порядке.
|
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
- При помощи специального приспособления, либо нескольких щупов лезвийного типа снимите кольца с поршней, — постарайтесь случайно не повредить стенки последних.
| 
| |
| Помните, что кольца сделаны из хрупкого металла и могут сломаться при сильном разжимании, - не пораньтесь!
| | | 2. Соскоблите с днищ поршней следы угольных отложений. После удаления основного слоя отложений зачистите поверхность вручную проволочной щеткой или куском мелкозернистой наждачной бумаги.
|
| Ни в коем случае не используйте для зачистки изготовленных из мягкого материала и легко подверженных эрозии поршней проволочные насадки к электродрели! После зачистки нанесенная на днища поршней маркировка должна ясно различаться.
| | - При помощи специального приспособления прочистите канавки под установку колец на поршнях.
| 
| | Альтернативно можно воспользоваться для этой цели обломком старого поршневого кольца, однако соблюдайте осторожность, — не оцарапайте дно и стенки канавки и не порежьте пальцы.
| 
| - Удалив основные отложения, промойте шатунные сборки растворителем и тщательно просушите их, по возможности с применением сжатого воздуха. Проверьте проходимость масловозвратных отверстий в задних стенках канавок под установку поршневых колец, а также масляных отверстий в нижних головках шатунов.
|
| При пользовании сжатым воздухом не забывайте надевать защитные очки!
| - Если стенки поршней и зеркала цилиндров не повреждены и чрезмерно не изношены, а блок двигателя не протачивался и не заменялся, необходимость в замене поршней также отпадает. Нормальный износ поршней проявляется в виде вертикальных следов выработки по упорной поверхности и небольшой слабины посадки верхнего компрессионного кольца в своей канавке. Не забывайте, что замена поршневых колец производится в обязательном порядке, вне зависимости от их состояния.
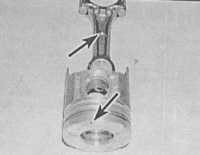
- Внимательно осмотрите каждый из поршней на наличие трещин в юбке, вокруг выступов под установку поршневых пальцев и в районе расположения колец.
- Проверьте упорные поверхности юбки поршня на наличие царапин, днище — на наличие сквозных отверстий и прогаров по краю. Присутствие царапин на юбке можно расценивать как признак длительных перегревов двигателя, либо слишком раннего зажигания воздушно-топливной смеси, — проверьте исправность функционирования системы охлаждения. Прогары по краям днища являются свидетельством детонации. В любом случае, причина выявленного нарушения должна быть устранена во избежание рецидивов. В качестве возможных причин образования перечисленных дефектов могут выступать также утечки всасываемого воздуха, неправильная компоновка воздушно-топливной смеси, нарушение установки угла опережения зажигания, неправильное функционирование систем зажигания и EGR.
- Точечная коррозия поршней в виде каверн говорит о попадании в камеры сгорания и/или картер двигателя охлаждающей жидкости. Опять-таки, позаботьтесь, чтобы причина внутренних утечек была устранена.
| - Оцените величину бокового зазора посадки поршневых колец в своих канавках, для чего вложите новое кольцо снаружи в свою канавку на поршне и щупом лезвийного типа измерьте остающийся зазор. Повторите измерение в двух-трех точках по периметру канавки. Следите за тем, чтобы не перепутать компрессионные кольца, — верхнее отличается от второго. Если величина зазора превышает допустимое значение (см. Спецификации), поршни подлежат замене.
| 
| - Определите величину посадочного зазора поршней в своих цилиндрах, для чего измерьте диаметры последних (см. Чистка и проверка состояния блока цилиндров) и вычтите из них диаметры соответствующих поршней. Измерение диаметра поршня производится по упорной поверхности юбки под углом 90° к оси поршневого пальца и на заданном удалении от днища. Если посадочный зазор поршня в цилиндре превышает допустимое значение (см. Спецификации), блок следует отдать в проточку с подборкой новых поршней и поршневых колец ремонтного диаметра.
| 
| - Оцените правильность посадки поршней на шатунах, попытавшись повращать компоненты в противоположных направлениях. Наличие сколько-нибудь заметного люфта говорит о чрезмерном износе сочленения. Для исправления ситуации шатунно-поршневые сборки следует доставить в мастерскую автосервиса, где будут произведены необходимый восстановительный ремонт и замена пальцев.
| |
Бензиновые двигатели
На всех бензиновых двигателях поршневые пальцы посажены в верхних головках шатунов с натягом и имеют плавающую посадку в бобышках поршней, ввиду чего выполнение процедуры снятия поршней с шатунов (в случае возникновения такой необходимости) также должно быть поручено специалистам автосервиса. Параллельно, шатуны могут быть проверены на наличие признаков изгиба, скручивания и прочих деформаций с применением специального диагностического оборудования.
|
| Без необходимости не следует снимать поршни с шатунов.
|
Дизельные двигатели
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
- На дизельных двигателях пальцы имеют плавающую посадку также и в шатунах и закреплены на поршнях при помощи стопорных колец. В случае необходимости, поддев подходящей отверткой, удалите стопорные кольца и вручную выжмите палец из сборки. Пометьте снятый палец при помощи скотча на принадлежность своей шатунно-поршневой сборке и уберите в надежное место. Стопорные кольца при сборке подлежат замене в обязательном порядке.
| 
| - Обследуйте верхнюю головку шатуна и поршневой палец на наличие признаков износа, и задиров прочих механических повреждений. Микрометром измерьте диаметр пальца, сравните результат измерения с требованиями (см. Спецификации), в случае необходимости произведите замену. Если изношен палец или шатун, замене подлежат обе детали, кроме двигателей 1.7 л DOHC, где можно в индивидуальном порядке заменить запрессованную в верхнюю головку втулку, — проконсультируйтесь на фирменной станции техобслуживания Opel.
| 
| | 3. Сами шатуны (при отсутствии механических повреждений) в замене не нуждаются, — визуально оцените их наличие признаков явных деформаций, при наличии подозрений на изгиб/ скручивание, обратитесь за помощью к специалистам автосервиса, либо произведите замену дефектных компонентов.
- Оценив состояние всех компонентов, приготовьте сменные детали. Сменные поршни поступают на рынок запчастей в комплекте с пальцами и стопорными кольцами.
|
| Стопорные кольца можно приобрести отдельно.
| | - На двигателях 1.7 л SOHCпроизведите сборку поршней с шатунами таким образом, чтобы выступ на шатуне со стороны подшипника оказался со стороны маховика, стрелка на днище поршня должна указывать в направлении ремня ГРМ двигателя.
| 
| - На двигателях 1.7 л DOHCточечная метка на днище поршня должна оказаться с той же стороны, что и выступ на шатуне.
| 
| - На двигателях 2.0 лпоршни с шатунами собираются так, чтобы стрелка на днище поршня указывала в сторону, противоположную той, с которой располагается литая метка на нижней головке шатуна.
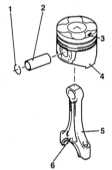
1 — Стопорное кольцо 2 — Поршневой палец 3 — Метка в виде стрелки 4 — Поршень 5 — Шатун 6 — Выступающая метка на нижней головке
| 
| - Слегка смажьте поршневые пальцы чистым двигательным маслом, и закрепите ими поршни на верхних головках шатунов. Удостоверьтесь в свободе поворачивания поршня относительно шатуна на оси пальца. Установите новые стопорные кольца (замками вверх) и удостоверьтесь в надежности их посадки в приемных канавках.
| |
Все двигатели
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
- Проверьте шатуны на наличие трещин и прочих механических повреждений. Временно снимите крышки нижних головок, извлеките вкладыши старых подшипников, протрите постели в крышках и головках и проверьте их на наличие заусениц, задиров и шероховатостей. Закончив проверку, вложите вкладыши на место, установите крышки на нижние головки шатунов, и от руки затяните крепежные болты.
| |
|
| Если двигатель ремонтируется с целью устранения стука пальцев, замените шатунные сборки.
|
Проверка состояния коленчатого вала
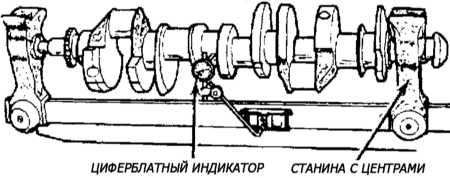
Измерение величины радиального биения коленчатого вала
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
- Точильным камнем, надфилем или скребком удалите заусеницы с краев масляных отверстий.
| 
| | 2. Промойте коленчатый вал растворителем, затем тщательно просушите, по возможности воспользовавшись сжатым воздухом. Не забудьте прочистить жесткой щеткой масляные отверстия. Затем также промойте их растворителем.
|
| При использовании сжатого воздуха не забывайте надевать защитные очки!
| | 
| - Проверьте коренные и шатунные шейки коленчатого вала на наличие задиров, каверн, трещин и признаков неравномерного износа.
- Осмотрите всю поверхность вала на наличие трещин и прочих повреждений. Для выявления скрытых трещин следует прибегнуть к магнитопорошковой дефектоскопии, — отдайте вал в мастерскую автосервиса.
| - Микрометром измерьте диаметры коренных и шатунных шеек вала. Измерение диаметра каждой шейки производите в нескольких точках по длине и периметру, что позволит оценить величину ее конусности и овальности, которые не должны выходить за пределы допустимых диапазонов (см. Спецификации). Следует оценить также величину биения коленчатого вала, — потребуются пара V-образных блоков и циферблатный измеритель плунжерного типа (см. иллюстрацию Измерение величины радиального биения коленчатого вала). При отсутствии необходимого инвентаря обращайтесь за помощью к специалистам автосервиса.
| 
| - В случае, если износ/ конусность/ овальность шеек превышает допустимую величину, либо имеют место механические повреждения поверхностей, коленчатый вал следует отдать в проточку. После проточки вала необходимо подобрать новые вкладыши коренных и/или шатунных подшипников соответствующего ремонтного размера.
| - Проверьте состояние сальниковых шеек на обеих цапфах коленчатого вала. Наличие выработанных канавок, заусениц или задиров приведет к выходу новых сальников из строя в самом ближайшем будущем. В некоторых случаях цапфы могут быть восстановлены путем проточки и напрессовки на них специальных тонкостенных втулок. Если такого рода восстановительный ремонт не представляется возможным, замените вал.
| 
| - Проверьте состояние вкладышей коренных и шатунных подшипников (см. Проверка состояния коренных и шатунных подшипников коленчатого вала).
| |
Проверка состояния коренных и шатунных подшипников коленчатого вала
Типичные примеры износа подшипников

| Усталостная деформация
Стрелками указаны карманы и каверны
|

| Неправильная посадка
Стрелками указаны заполированные до блеска участки
|
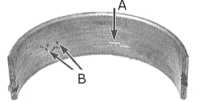
| Попадание грязи
A — Стрелкой указаны царапины B — Стрелками указаны внедренные в поверхность посторонние частицы
|

| Недостаток смазки
Стрелкой указано локальное вытирание поверхностного слоя
|

| Чрезмерный износ
Стрелкой указано срабатывание поверхностного слоя по всей площади
|

| Конусность шейки
Стрелкой указан радиальный износ локального порядка
|
Проверка состояния
Несмотря на то, что подшипники коленчатого вала в процессе капитального ремонта двигателя подлежат замене в обязательном порядке, старые вкладыши следует сохранить с целью внимательного изучения их состояния, результаты которого могут дать много полезной информации об общем состоянии двигателя. Примеры типичных дефектов вкладышей подшипников — см. выше Типичные примеры износа подшипников.
Выход подшипников из строя может происходить вследствие недостатка смазки, попадания частиц грязи, перегрузок двигателя и развития коррозии. Вне зависимости от характера дефектов, причина повреждения вкладышей должна быть устранена в процессе выполнения капитального ремонта двигателя во избежание рецидива.
Для осмотра извлеките вкладыши подшипников из своих постелей в блоке двигателя/ нижних головках шатунов и коренных/ шатунных крышках и разложите их в порядке установки на чистой рабочей поверхности. Организованность размещения вкладышей позволит привязать характер выявленных дефектов к состоянию соответствующих шеек вала.
Грязь и посторонние частицы попадают в двигатель различными путями. Они могут быть оставлены внутри блока в процессе сборки агрегата, либо проникнуть через фильтры или систему вентиляции картера. Все частицы, попадающие в двигательное масло, в конечном итоге, рано или поздно, оказываются в подшипниках. Часто в мягкий материал вкладышей внедряются металлические опилки, образующиеся в процессе нормального срабатывания внутренних компонентов двигателя. Велика вероятность присутствия в подшипниках следов абразива, в особенности, когда не было уделено должное внимание чистке блока после завершения восстановительного ремонта двигателя. Вне зависимости от способа, которым посторонние частицы попадают в двигатель, в результате они с высокой степенью вероятности оказываются внедренными в мягкую поверхность вкладышей подшипников коленчатого вала и легко выявляются при визуальном осмотре последних. Крупные частицы обычно не задерживаются во вкладышах, но оставляют на их поверхности и поверхности шеек вала заметные следы в виде царапин, каверн и задиров. Наилучшей гарантией от такого рода неприятностей является ответственное отношение к чистке компонентов после завершения капитального ремонта двигателя и тщательности соблюдения чистоты при сборке. Частая регулярная смена двигательного масла также позволяет существенно продлить срок службы подшипников.
Дата добавления: 2014-12-10; просмотров: 677;