Корпуса приспособлений.
Все элементы и узлы приспособления размещаются и закрепляются на корпусе, который объединяет их в единую конструкцию. На корпусе предусматриваются поверхности, которыми приспособление устанавливается на станке, а также поверхности, на которые размещаются установочные элементы и элементы для направления инструмента. От точности расположения перечисленных поверхностей (комплекта базовых поверхностей) зависит, в основном, точность обработки деталей.
Корпус воспринимает все силы, действующие на заготовку в процессе закрепления ее и обработки, и поэтому должен обладать достаточной прочностью, жесткостью и виброустойчивостью.
Важным вопросом при конструировании корпуса являются:
- обеспечение свободной установки и снятия заготовки;
- обеспечение удобной очистки от стружки и СОЖ.
Для этого необходимо оставлять достаточные зазоры между станками корпуса и устанавливаемой заготовкой, избегать углублений и труднодоступных мест, а также предусматривать специальные наклонные плоскости.
Важнейшим требованием к корпусу является простота и возможно более низкая стоимость его изготовления. Конструктивные формы корпусов многообразны. Корпусы могут быть выполнены в виде прямоугольной плиты, планшайбы, угольника и др.
Заготовки для корпусов можно получать литьем, сваркой, ковкой, резкой из сортового металла, а также сборкой из отдельных элементов.
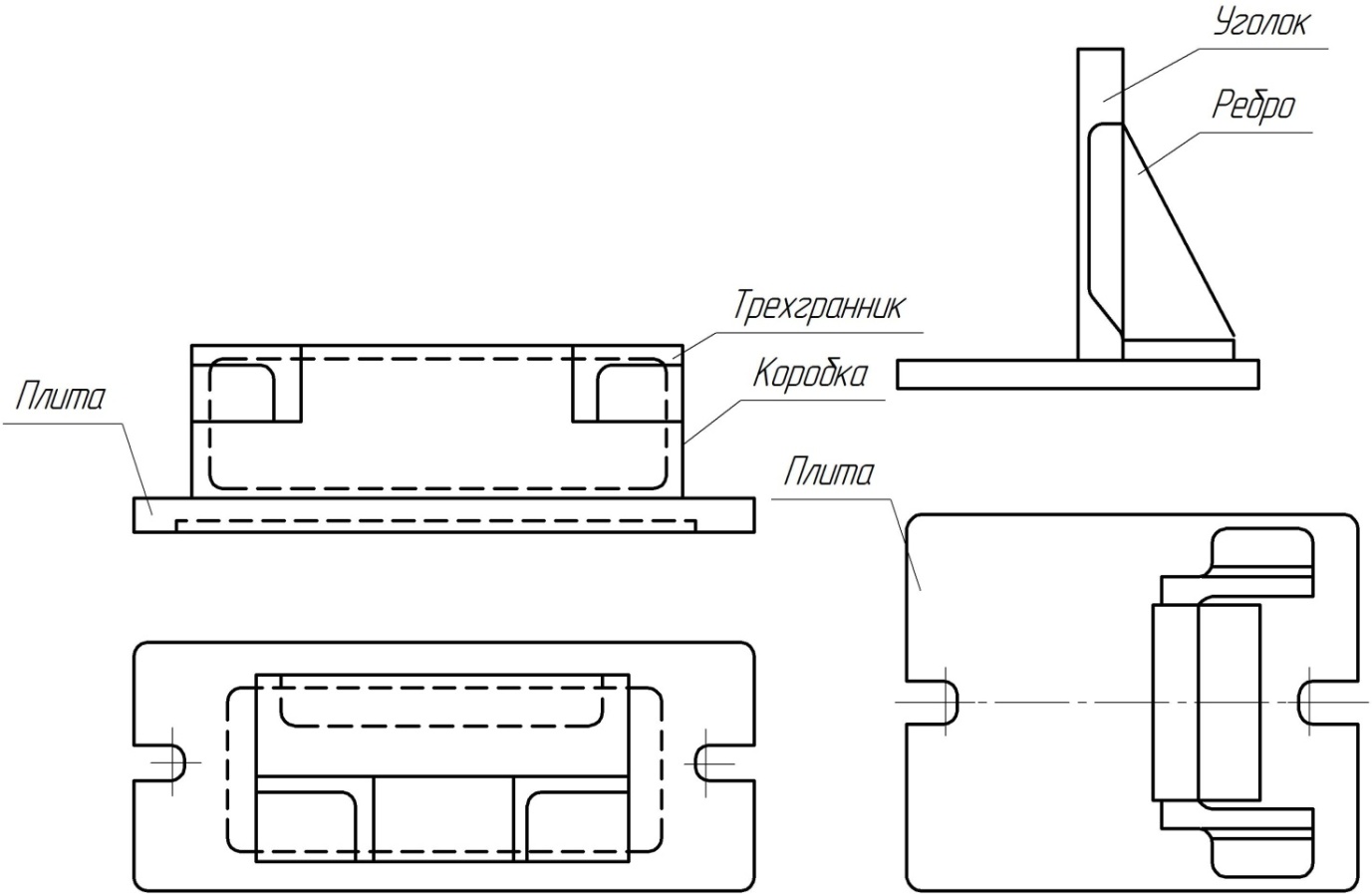
Рис.8.4
На рис. 8.4 приведен вариант конструктивного оформления корпуса приспособления.
Литьем, как правило, изготовляют корпуса крупных размеров и сложной конструкции, при этом можно получить заготовки минимальной массы, но с большей жесткостью, и требующие минимальной механической обработки. Однако сроки их изготовления больше. Литые заготовки изготавливают из чугуна СЧ12-28, СЧ15-32. Сваркой также можно получить заготовки сложной конфигурации. Они могут быть изготовлены быстрее и дешевле. Для сварных конструкций используют хорошо свариваемые стали Ст.3,сталь 20. Ковкой и резкой сортового материала получают корпуса небольших размеров и простой конфигурации. Сборные корпуса позволяют использовать заготовки простейших форм, но при этом возрастает объем механической обработки и снижается жесткость (за счет дополнительных стыков).
Большое значение для снижения стоимости изготовления приспособления и сокращения сроков его изготовления имеет стандартизация корпусов и их заготовок.
Таким образом, при проектировании корпус приспособления для достижения наименьшей его стоимости должен вписаться в стандартную заготовку или должна обеспечиваться возможность его сборки из стандартных элементов.
ЗАКЛЮЧЕНИЕ.
Для быстрой установки инструмента на размер используют шаблоны, установы. Кондукторные втулки определяют положение и направление осевого инструмента. Для определения траектории относительного движения инструмента и заготовки применяют копиры. Применение этих элементов в приспособлениях достигают повышения точности размеров в партии обработанных деталей и производительности труда на операции.
Все элементы и узлы приспособления размещают и закрепляют на корпусе, который объединяет их в единую конструкцию. От точности изготовления корпуса, его жесткости, виброустойчивости зависит точность обработки. Заготовки для корпуса можно получать литьем, сваркой, ковкой, резкой, а также сборкой из отдельных элементов. Большое значениие для снижения стоимости изготовления приспособления и сокращения сроков его изготовления имеет стандартизация корпусов и их заготовок.
Дата добавления: 2014-12-22; просмотров: 2909;