Классификация приспособлений. Методы проектирования.
В основе современной классификации СП лежат принципы стандартизации и унификации, которые позволяют существенно уменьшить количество конструкций и типоразмеров приспособлений.
Комплексная стандартизации СП – упорядоченный правилами и положениями Государственной системы стандартизации процесс, обеспечивающий оптимальный уровень технологической готовности для производства изделий в результате разработки, комплектации и применения постоянно действующего парка стандартных и унифицированных СП различных систем.
Унификация СП – часть комплексной стандартизации СП, заключающаяся в приведении к единообразию, основанному на рациональном сокращении числа, типов, основных параметров СП, их сборочных единиц, марок, материалов, покрытий, норм точности и т.д.
По степени специализации приспособления можно разделить на 3 группы:
1.Универсальные СП – приспособления многократного применения, имеющие универсальные базирующие поверхности для установки заготовок различных конфигураций в пределах определённых габаритов.
2. Специализированные СП – приспособления многократного применения, имеющие специализированные базирующие поверхности для установки заготовок типовых конфигураций в пределах определённых габаритов.
3. Специальные СП – приспособления, предназначенные для одной или нескольких операций изготовления определенного изделия (изделий) без регулирования и переналадки.
Каждуюгруппу можно разделить на подгруппы.
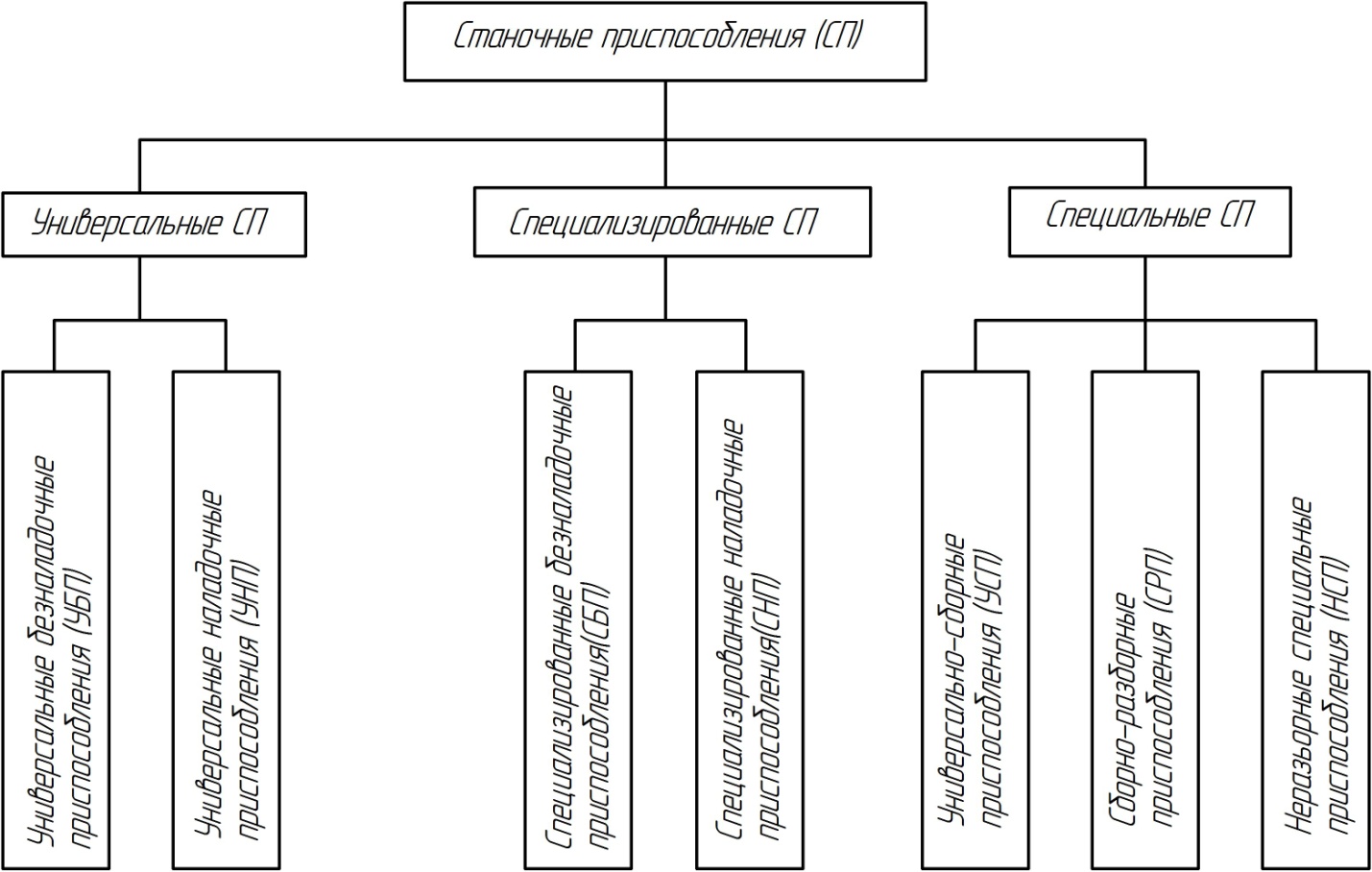
Рис.1.1. Классификация приспособлений по степени специализации.
Рассмотрим подробнее каждую подгруппу приспособлений.
Универсальные безналадочные приспособления (УБП) представляют собой неразборные станочные приспособления многократного применения, которые эксплуатируются без доработки и используются для закрепления заготовок широкой номенклатуры и различной конфигурации.
Неразборное – это приспособление, подлежащее списанию после окончания эксплуатации.
УБП изготовляются как принадлежность к станку заводом-изготовителем станков или специализированными предприятиями. Они эффективны в условиях единичного мелкосерийного производства однотипных деталей. Примером универсальных безналадочных приспособлений являются центры, универсальные патроны, оправки, делительные головки, люнеты, цанговые приспособления, тиски и т.п.
Схема УБП показана на рис. 1.2 а. Приспособление состоит, как правило, из корпуса 1 и зажимного устройства 2 с приводом или без привода. Базирующие поверхности А остаются неизменными при базировании различных заготовок. Это вызывает определенные трудности при базировании и часто требует предварительной разметки и выверки заготовки и как следствие недостаточно высокая точность обработки.
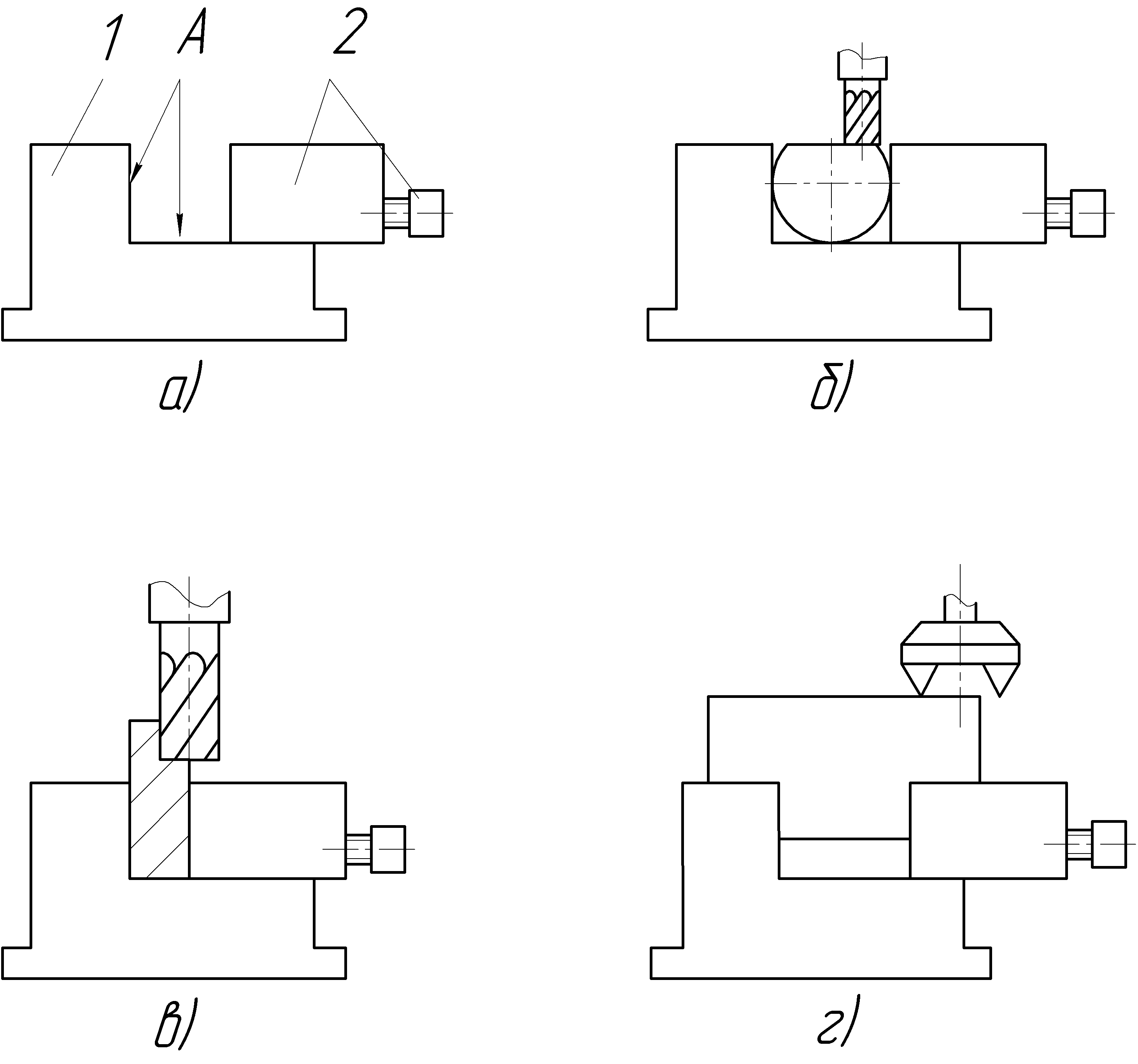
Рис.1.2. Схема универсального безналадочного приспособления (а) и примеры его использования при обработке различных деталей. б) фрезерование плоскости на валике; в) фрезерование углового паза; г) фрезерование плоскости.
Универсальные наладочные приспособления представляют собой разборные СП многократного применения. Компоновка УНП состоит из базовой, постоянной части 1, включающей в себя корпус и зажимное устройство и сменной наладки 2 (рис.1.3).
Разборные – это приспособление, детали и сборочные единицы которого после окончания эксплуатации используют для оснащения производства других изделий.
Сменная наладка – это сменная специальная часть СП, предназначенная для установки заготовок при выполнении определенных операций и переходов.
Базовая часть СП – это конструкция многократного применения, имеющая единые стандартные поверхности для установки сменных наладок, а также приводные, зажимные и вспомогательные механизмы
Базовая часть во всех случаях остается неизменной, а сменная наладка заменяется в зависимости от конкретной обрабатываемой детали. Перед очередным использованием УНП требуется произвести лишь смену наладки и иногда некоторую дополнительную обработку.
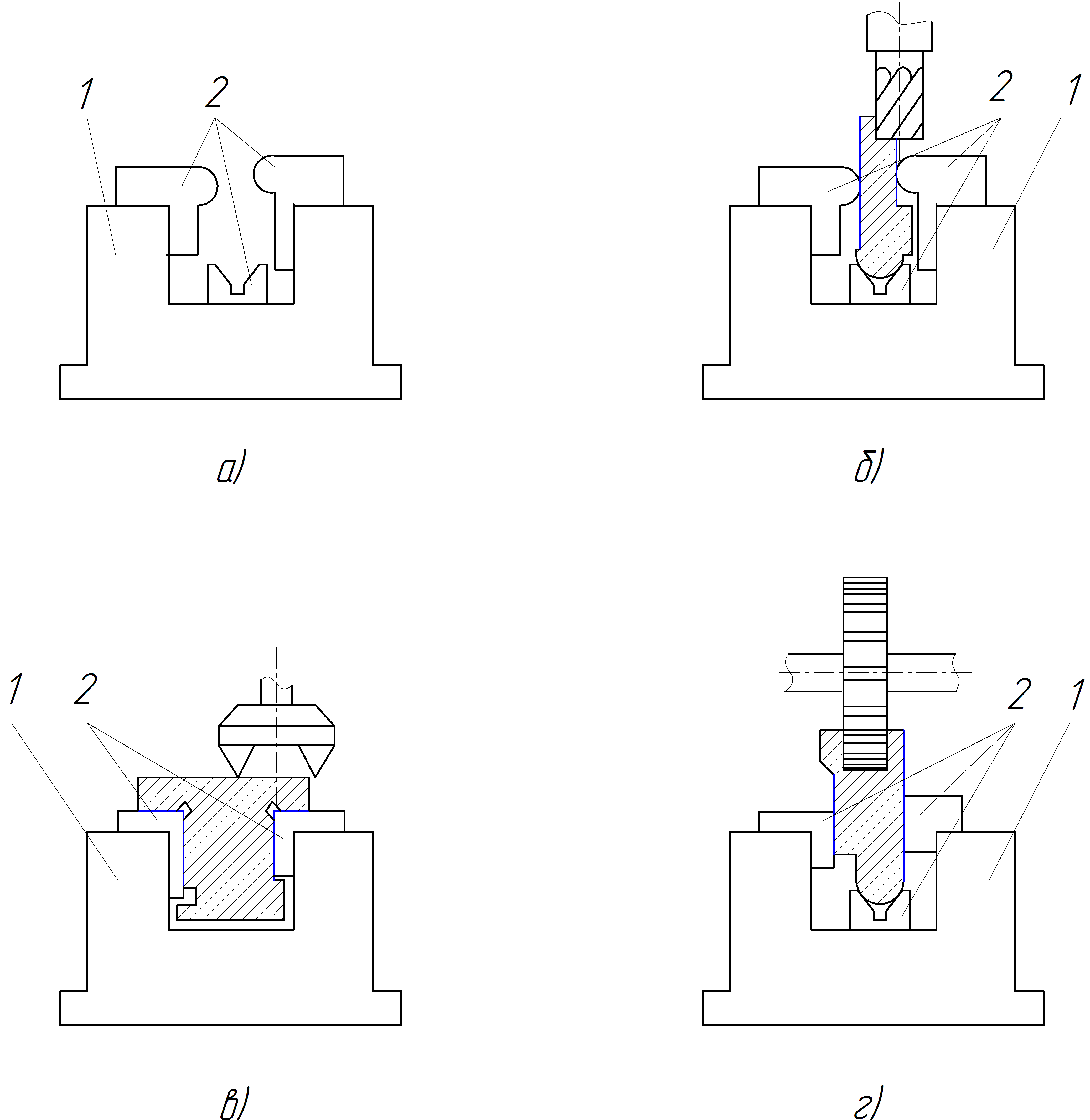
Рис.1.3.Схема универсального наладочного приспособления (а) и его наладка при фрезеровании; б) уступа; в) плоскости; г) паза.
С помощью УНП заготовка устанавливается с такой же быстротой и точностью как при использовании специального приспособления. Универсальность УНП ограничена определенными размерами постоянной части. К УНП относятся скальчатые кондукторы, переналаживаемые пневматические тиски и т.п. УНП эффективны в условиях мелкосерийного и единичного производств.
Специализированные наладочные приспособления (СНП) представляют собой разборные СП многократного применения. Компоновка СНП состоит из базовой части специализированной по схеме базирования типовых групп обрабатываемых заготовок и сменной наладки. Благодаря возможности замены наладки приспособление можно применять для обработки различных деталей одной технологически - конструкторской группы. СНП эффективны в условиях серийного производства.
Специализированные безналадочные приспособления (СБП) используют для закрепления заготовок, близких по конструктивно-технологическим признакам, с одинаковыми базовыми поверхностями, требующих одинаковой обработки. При очередном использовании СБП необходимости производить регулировку элементов (рис.1.4). К СБП относят приспособления для групповой обработки деталей типа валиков, втулок, фланцев и т.п.

Рис.1.4. Схема специализированного безналадочного приспособления для обработки однотипных деталей: а – при радиусе r, б – при радиусе R.
Универсально – сборные приспособления (УСП)и сборно - разборные приспособления (СРП) представляют собой разборные СП многократного применения. Компоновка УСП собирается из высокочастотных стандартных универсальных деталей и сборочных единиц и не требует дополнительной механической обработки.
После обработки заданных партий деталей приспособления разбирают, а составляющие их детали и сборочные единицы используют для сборки новых конструкций приспособлений, предназначенных для обработки других деталей. Сборку приспособлений производят минуя стадию конструирования на бумаге. Они эффективны в условиях единичного и мелкосерийного производства. Компоновка СРП собирают из стандартных деталей и сборочных единиц с возможной их дополнительной обработкой. Стандартизированные и сборочные единицы СРП изготавливают и поставляют заводам-потребителям централизовано. Специальные сменные наладки проектируют и изготовляют заводами-потребителями для своих нужд. При этом учитывают специфику конкретной обрабатываемой заготовки, особенности ее базирования и т.д. СРП эффективны в условиях серийного и крупносерийного производств изделий, находящихся в стадии непрерывного совершенствования, или изделий с периодом изготовления до полутора лет.
Необратимые специальные приспособления представляют собой неразборные СП однократного применения, т.е. служат для обработки только определенной детали на одной конкретной операции.
К преимуществам специальных приспособлений следует отнести возможность установки заготовки в требуемое положение относительно режущего инструмента без выверки и благодаря этому при одной настройке обработать всю партию заготовок. Это повышает производительность операции и снижает разряд работ.
К недостаткам относится то, что приспособление нужно проектировать и изготавливать для каждой новой детали, что удлиняет сроки подготовки производства. При изменении чертежа или снятии изделия с производства, приспособление надо списывать независимо от степени износа. Все это увеличивает себестоимость изделия, поэтому НСП используют лишь в крупносерийном и массовом производстве.
По степени механизации и автоматизации приспособления делят на ручные, механизированные и автоматизированные.
Ручные – приспособления, в которых исходная сила, действующая на механизм зажима заготовки, развивается физической силой рабочего.
Механизированные – исходная сила, действующая на механизм зажима, развивается приводом. Функция рабочего заключаются в управлении приводом.
Автоматизированные – работающие в автоматическом режиме вследствие кинематической связи с оборудованием механизмов загрузки, закрепления, изменения положения заготовки и вспомогательных устройств.
Дата добавления: 2014-12-22; просмотров: 5633;