Установка заготовок по плоским базовым поверхностям.
Установка заготовок плоской поверхностью осуществляется с помощью различного сочетания основных и вспомогательных опор, в некоторых случаях непосредственно на прерывистую плоскую поверхность корпуса СП.
В качестве основных опор применяют опорные штыри, опорные пластины, опорные шайбы, регулируемые и самоустанавливающиеся опоры.
Опорные штыри изготавливают трёх типов: опоры с плоской головкой (ГОСТ l3440-68) (рис. 2.2, а), опоры со сферической головкой (ГОСТ l344I-68) (рис. 2.2, б), опоры с насечённой головкой (ГОСТ l3442-68) (рис. 2.2, в).
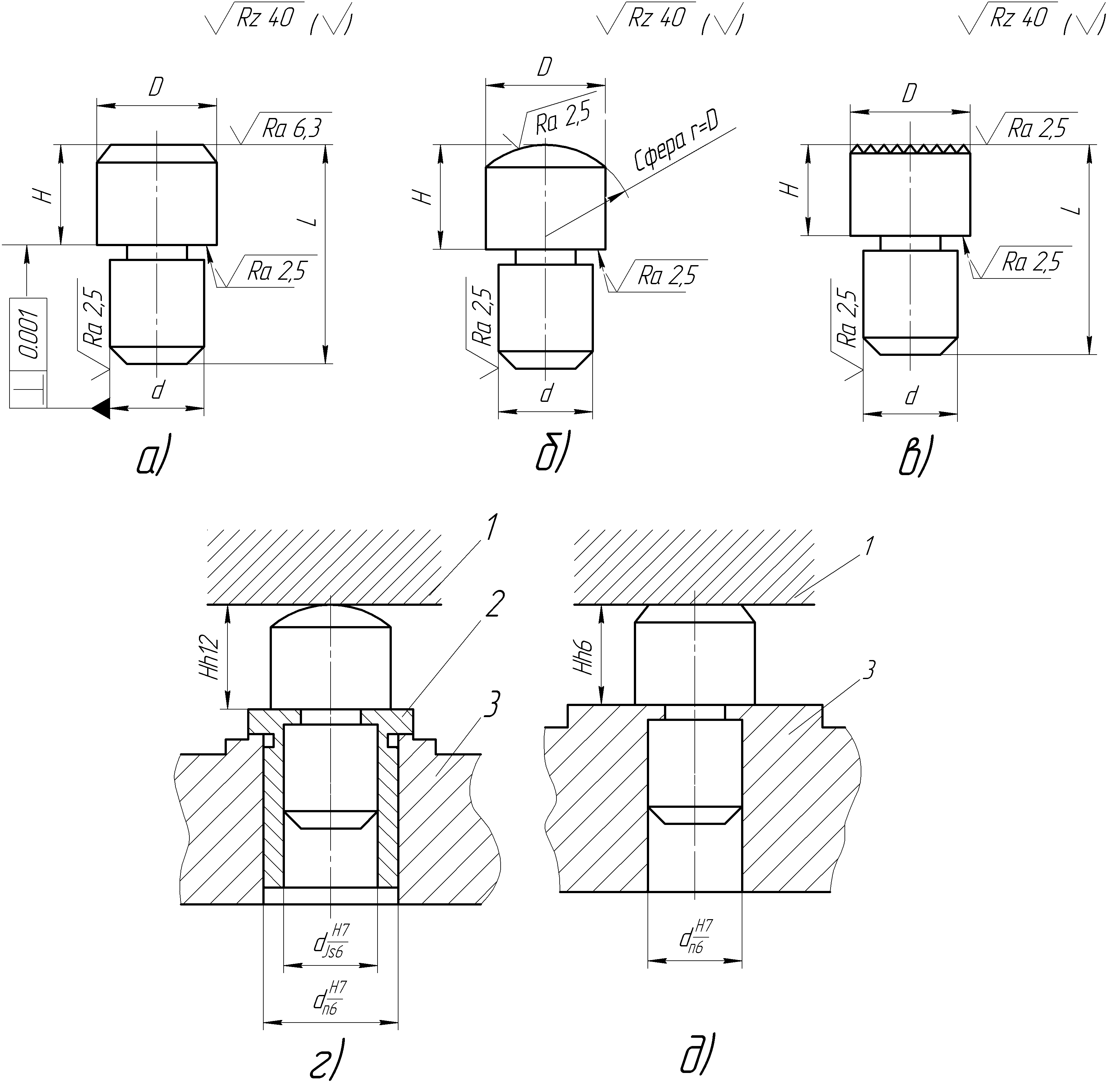
Рис. 2.2. Конструкции опорных штырей:
1 – заготовка; 2 – втулка; 3 – корпус приспособления
При установке заготовок на необработанные базовые поверхности используют постоянные опоры с насечённой головкой и сферической головкой. Установку заготовок обработанными базами осуществляют на опоры с плоской головкой.
Опоры устанавливают непосредственно в корпус (рис.2.2, г) или, с целью повышения ремонтопригодности, устанавливают в корпус через стальную закалённую втулку (рис.2.2, г). Отверстия под постоянные опоры в корпусе приспособления выполняют сквозными, сопряжение опорных штырей с отверстиями – по посадке Н7/n6 или H7/r6. Опорные площадки под головкамиопор должныслегка выступать, их обработку производят с одного рабочего хода. Высоту головки опоры размер Н выполняют с отклонениями по h6 или с припуском на шлифование +0,2…+0,3 мм для дальнейшей их доработки.
Опорные пластины (ГОСТ 4743-88) изготовляют двух исполнений: исполнение 1 – опорные пластины со сплошной рабочей поверхностью (рис.2.3 а); исполнение 2 – опорные пластины с рабочей поверхностью с косыми пазами (рис.2.3 б). Применяют опорные пластины для установки средних и крупных заготовок обработанными базами.
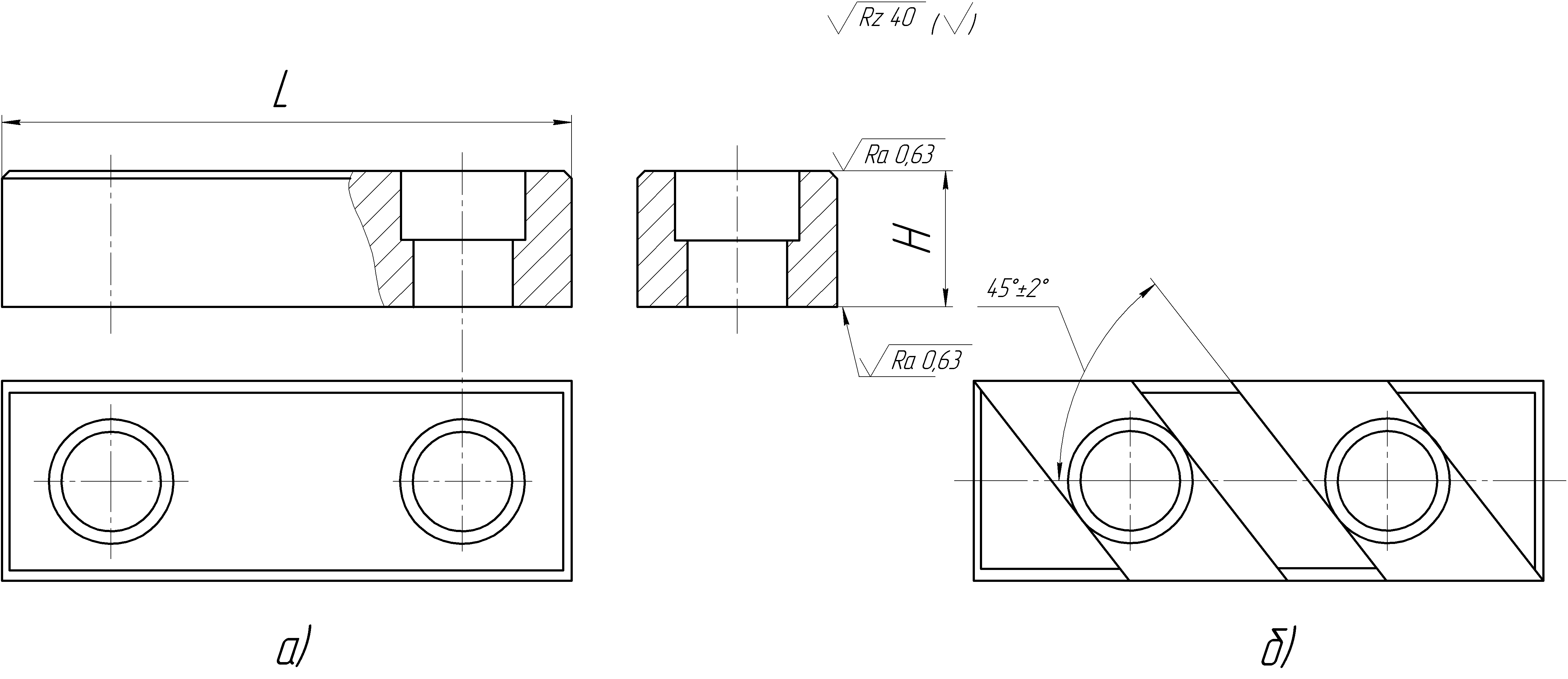 Рис. 2.3. Конструкции опорных пластин
Рис. 2.3. Конструкции опорных пластин
Высоту пластины размер Н выполняют с отклонениями по h6 или с припуском на шлифование +0,2…+0,3 мм для дальнейшей доработки. Косые пазы на рабочей поверхности пластины обеспечивают удобство их очистки от стружки.
Устанавливают пластины на корпус приспособления с помощью двух или трёх винтов (в зависимости от размеров пластины). Рекомендуется опорные пластины со сплошной рабочей поверхностью закреплять на вертикальных стенках корпуса приспособления, а опорные пластины с рабочей поверхностью с косыми пазами на горизонтальных поверхностях приспособления.
Опорные шайбы (ГОСТ 17778-72) используют аналогично опорным пластинам. Высоту шайбы размер Н выполняют с отклонениями по h6 или с припуском на шлифование +0,2…+0,3 мм для дальнейшей доработки.
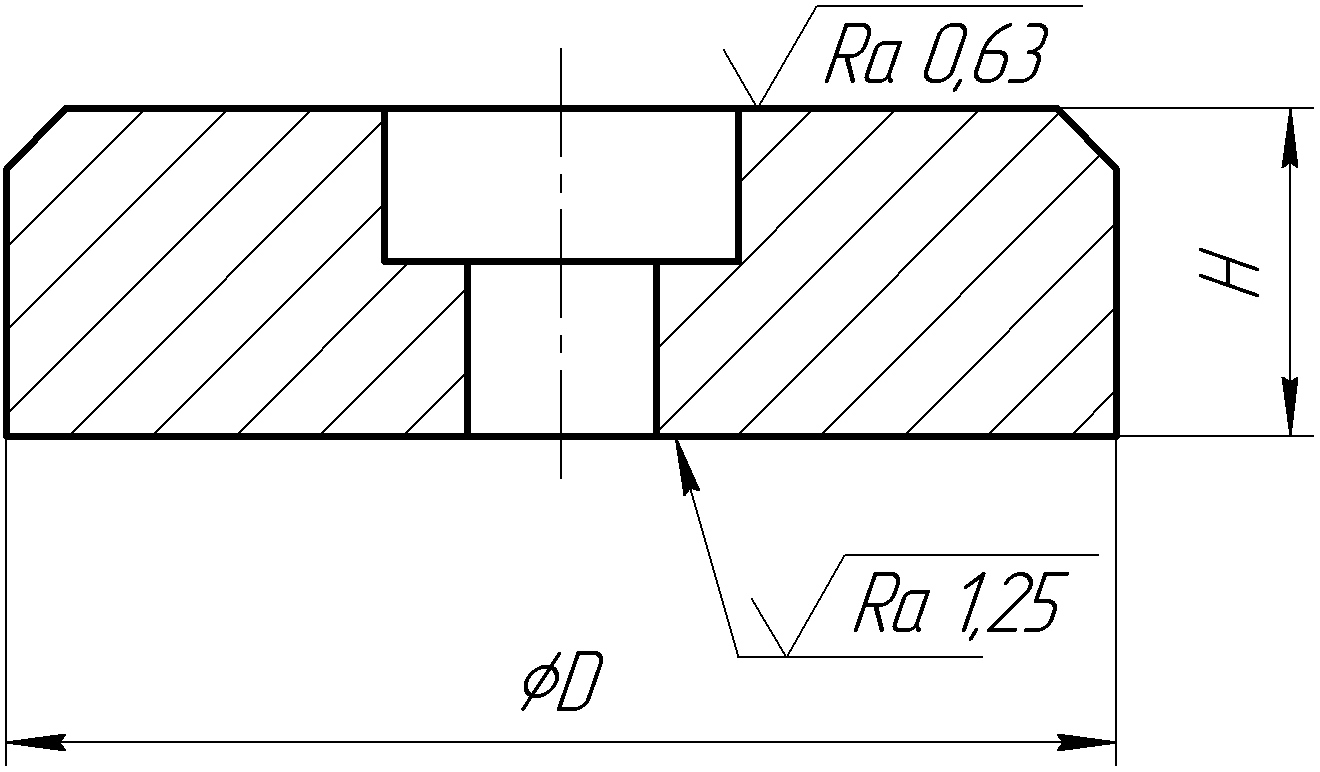
Рис. 2.4. Конструкция опорной шайбы
Регулируемые опоры применяют в качестве основных, для установки заготовок по необработанным поверхностям при больших изменениях припуска на механическую обработку, а также при выверке заготовки по разметочным рискам. На рис.2.5 представлены конструкции винтовых опор ГОСТ 4084-68 (рис.2.5, б) ГОСТ 4085-68 (рис.2.5, а).
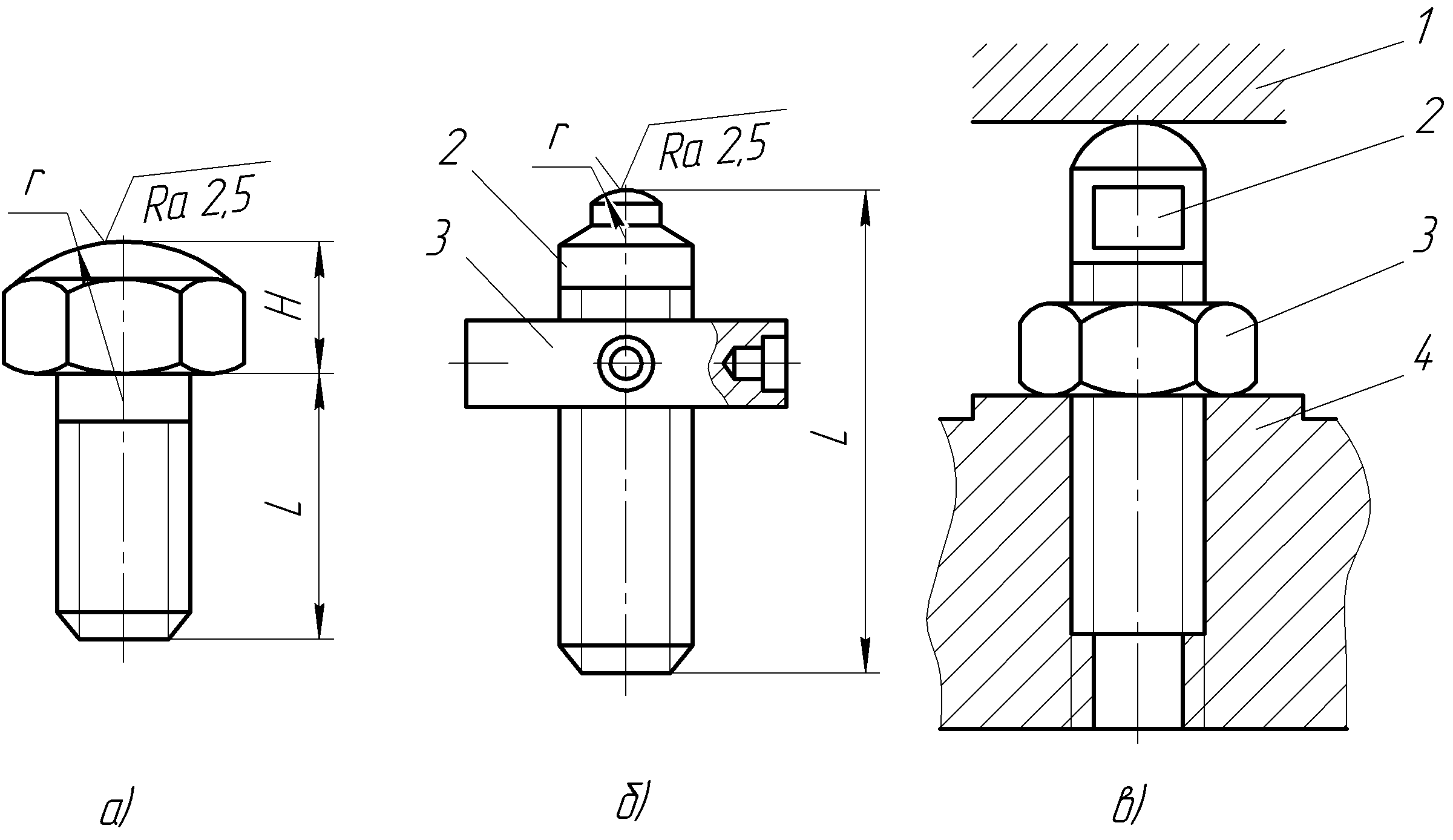
Рис. 2.5. Конструкции регулируемых винтовых опор:
1 – заготовка; 2 – опора; 3 – гайка ;4 - корпус приспособления
Самоустанавливающиеся опора Для повышения жесткости заготовок при обработке стремятся создать большее число точек их контакта с приспособлением, не накладывая при этом на заготовку дополнительных связей. Достигается это путем применения самоустанавливающихся опор. Например, на рис.2.6, представлена самоустанавливающаяся опора, которая лишает заготовку только одной степени свободы, хотя и контактирует с базовой поверхностью заготовки в двух точках.
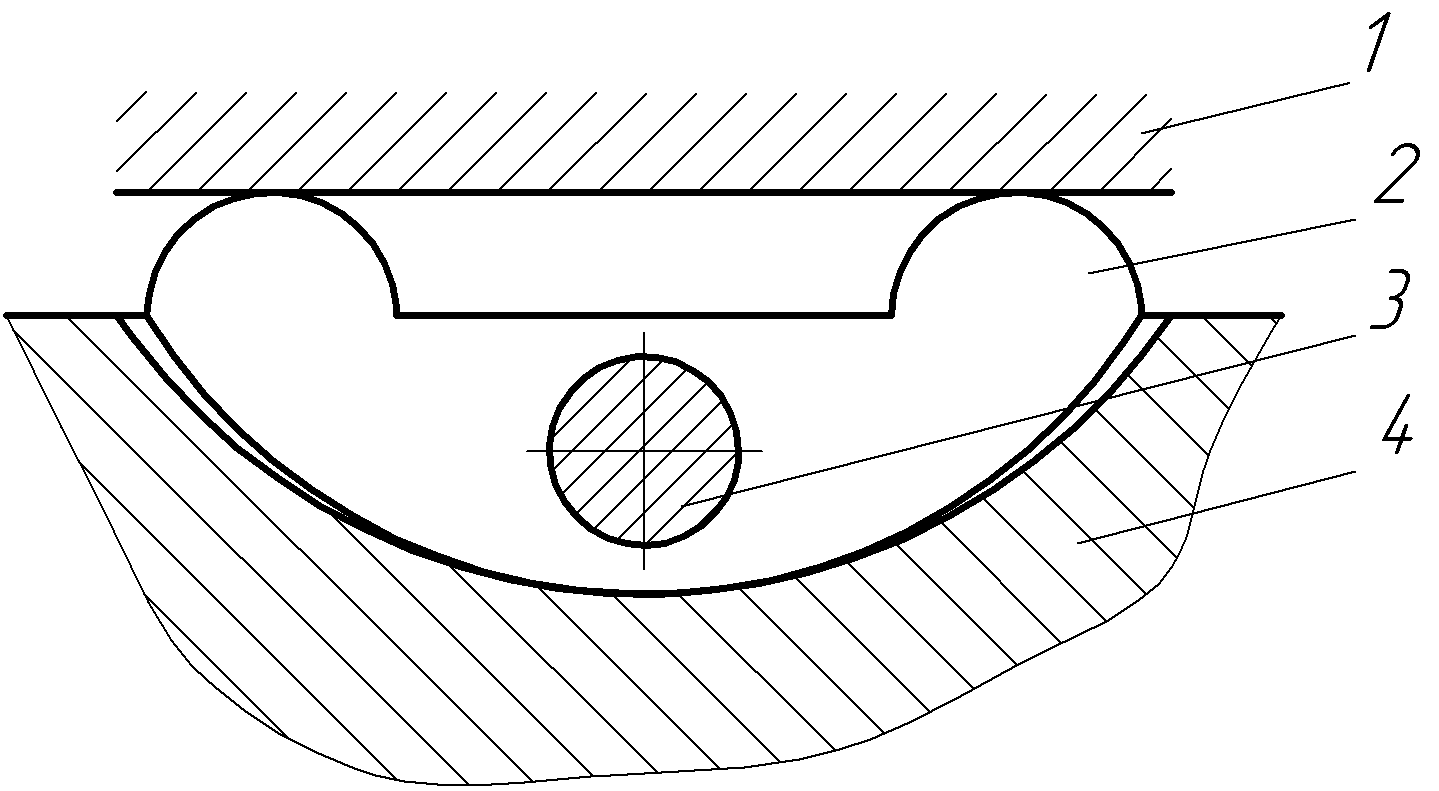
Рис. 2.6. Конструкция самоустанавливающейся основной опоры:
1 – заготовка; 2 – опора; 3 – ось; 4 - корпус приспособления
Вспомогательные опоры, применяемые для установке по плоским поверхностям делятся на два типа – самоустанавливающиеся и подводимые.
Самоустанавливающаяся вспомогательная опора, схема которой показана на рис.2.7 приводится в действие пружиной. Опора стандартизована ГОСТом 13159-67. Штырь 3 поднимается вверх (до соприкосновения с поверхностью заготовки) под действием пружины 1. В этом положении штырь фиксируется поворотом ручки с винтом 5, вследствие чего упор 4, имеющий на торце скос, перемещается влево и стопорит штырь.
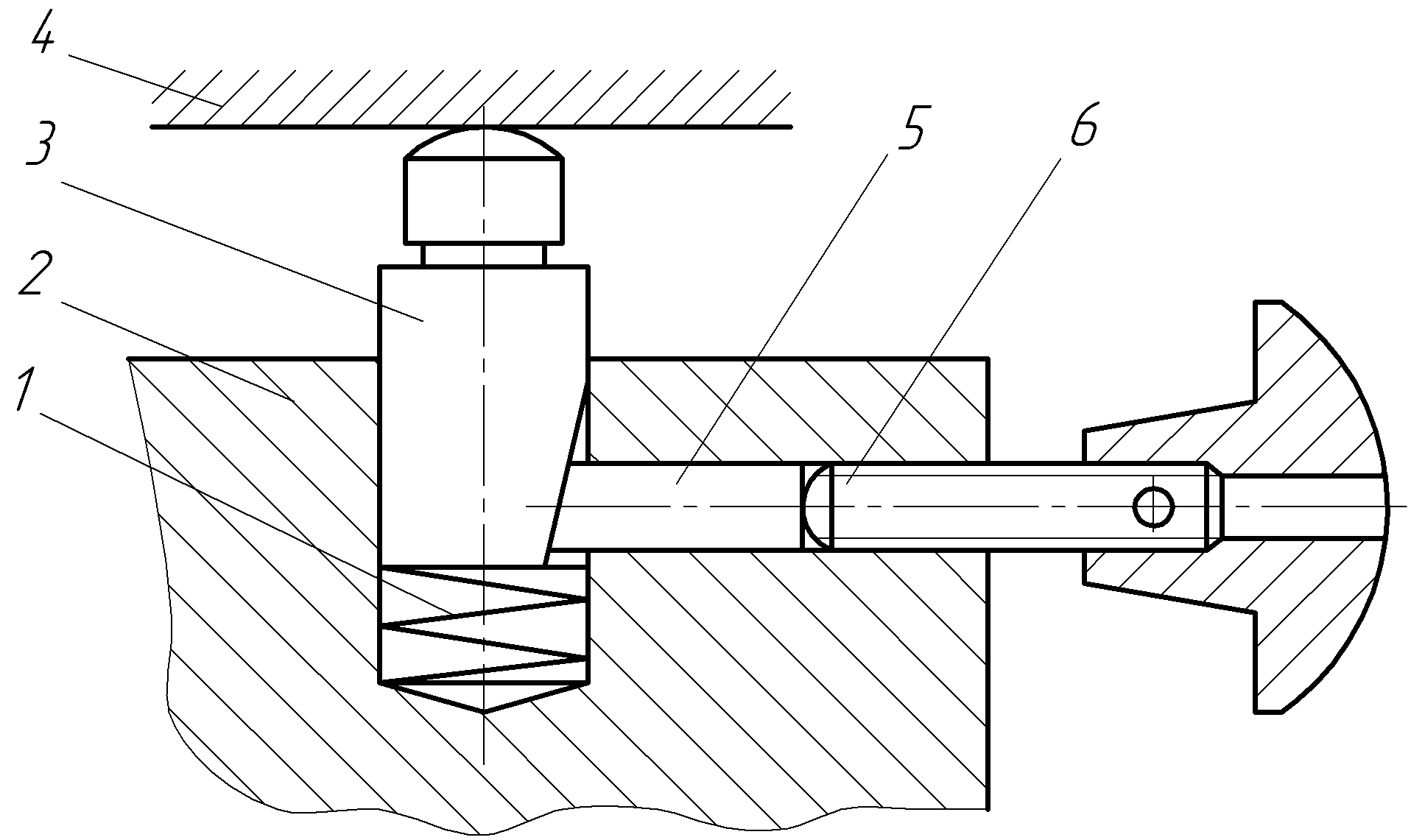
Рис. 2.7. Схема самоустанавливающейся вспомогательной опоры
1 – пружина, 2 – корпус; 3 – опора; 4 – заготовка; 5 - упор; 6 - винт
Достоинства самоустанавливающихся опор: быстродействие, удобство эксплуатации. К недостаткам можно отнести неспособность выдерживать большие нагрузки, действующие вдоль штыря.
Подводимые вспомогательные опоры бывают винтовые и клиноплунжерные. В качестве винтовых вспомогательных опор используют регулируемые винтовые опоры, конструкции которых представленные выше на рис. 2.5.
Подводимые вспомогательные опоры подводятся к поверхности заготовки вручную. На рис.2.8 показана схема подводимой клиноплунжерной опоры. Вращая винт 4, перемещают клин 3 влево и скошенная его поверхность поднимает плунжер - опору 2 до ее соприкосновения с поверхностью заготовки. Плунжер с винтом 2 после подвода к детали закрепляется клином при вращении рукоятки и винта 6, который, перемещаясь влево, корпусным концом раздвигает три шпонки 4 и стопорит клин 5.
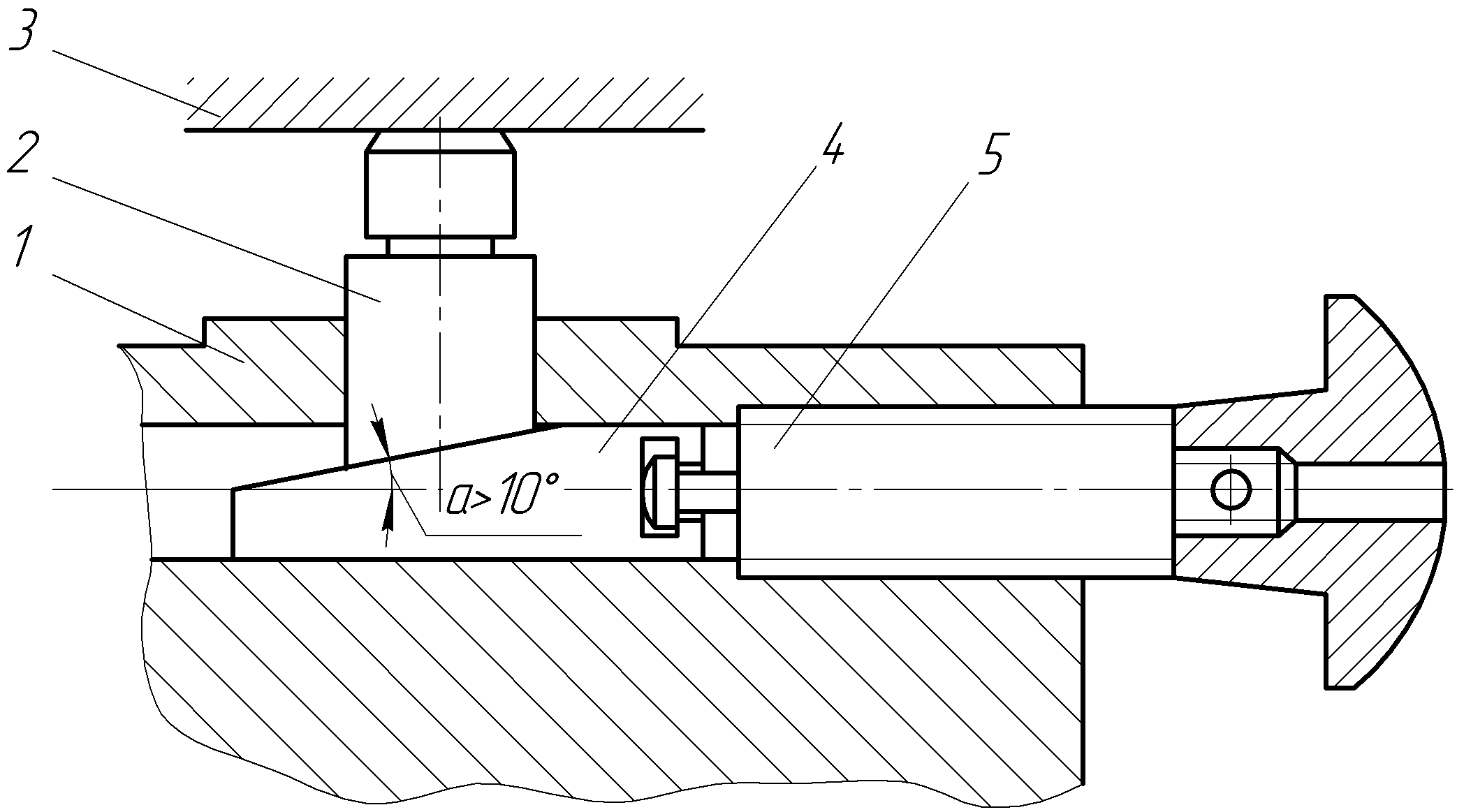
Рис. 2.8. Схема подводимой вспомогательной опоры
1 – корпус; 2 – опора; 3 – заготовка; 4 - клин; 5 – винт
Достоинством подводимой опоры, по сравнению с самоустанавливающейся опорой, является способность выдерживать большие нагрузки, действующие вдоль штыря. К недостаткам можно отнести низкую производительность, неприменимость при установке легких и маложестких заготовок.
Дата добавления: 2014-12-22; просмотров: 6841;