СБОРОЧНЫЕ ЧЕРТЕЖИ МЕТАЛЛОКОНСТРУКЦИЙ
В соответствии с ГОСТ 2.102—68. Виды и комплектность конструктивных документов сборочный чертеж (рис. 11.3, 11.4) является документом, содержащим изображение изделия и другие данные, необходимые для его сборки (изготовления)и контроля.
Сборочный чертеж должен содержать:
• изображение сборочной единицы, дающее представление о расположении и взаимной связи составных частей, соединяемых по данному чертежу и обеспечивающих возможность осуществления сборки и контроля сборочной единицы;
• рабочие размеры, предельные отклонения и другие параметры и требования, которые должны быть выполнены или проконтролированы по данному чертежу;
• указания о характере сопряжения и методах его осуществления, в том числе о способе выполнения неразъемных соединений (сварных и др.);
• номера позиций составных частей, входящих в изделие;
• основные характеристики изделия (при необходимости);
• габаритные, установочные и присоединительные размеры, а также необходимые справочные размеры.
Нанесение размеров и предельных отклонений производится в соответствии с ГОСТ 2.307—68*. Нанесение размеров и предельных отклонений. Общее количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля изделия. Размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом, называются справочными и обозначаются знаком «*». Не допускается повторять размеры одного и того же элемента на разных изображениях, в технических требованиях, основной надписи и спецификациях.
Размеры, определяющие расположение сопрягаемых элементов, проставляют, как правило, от конструктивных баз с учетом возможности выполнения и контроля этих размеров. Для выполнения этого условия на чертежах металлоконструкций толщина сопрягаемых элементов дается в увеличенном масштабе, что позволяет указывать размеры на установку элементов, как это показано на рис. 11.5.



Рис. 11.5. Пример простановки размеров
Номера позиций на чертеже проставляют в соответствии с номерами позиций в спецификации на тех изображениях, которые соответствуют составным частям, проецирующимся как видимые. При разбивке сварной металлоконструкции на составные части следует иметь в виду следующее. Технология изготовления конструкций, в частности пролетных балок, предусматривает следующий порядок.
Первоначально из отдельных листов раскроя свариваются полотнища поясов и стенок, таким образом, они становятся сборочными единицами для балки. Однако выполнение самостоятельных сборочных чертежей для этих элементов нецелесообразно, так как эти чертежи будут малоинформативными и только увеличат общий объем графической части проекта. В связи с этим целесообразно объединить всю информацию на сборочном чертеже балки. Для этого отдельные элементы раскроя можно специфицировать как детали, давая на чертеже балки схемы раскроя с необходимыми размерами, что в большинстве случаев исключает необходимость выполнения рабочих чертежей этого раскроя, а на сборочном чертеже балки задавать установочные размеры и сварные соединения.
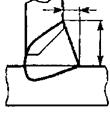
Сварка элементов поясов и стенок выполняется стыковыми швами. Приварка поясов к стенкам, диафрагм к поясам и стенкам производится угловыми швами. Подготовка кромок свариваемых элементов выполняется в соответствии с требованиями РД 22-207—88 [17] и РД 24.090.97—98 [18], а в зависимости от толщины свариваемых элементов при ручной дуговой сварке регламентируется ГОСТ 5264—80 для стыковых, тавровых и нахлесточных швов и ГОСТ 11534—75* для швов под острыми и тупыми углами.
При выполнении поясов и стенок балок длина каждого стыкуемого элемента, за исключением концевых участков, должна быть не менее 4000 мм, длина пристыковываемых концевых участков - не менее 500 мм. Целесообразно планировать раскрой таким образом, чтобы стыковые швы верхнего пояса располагались на расстоянии не менее 2000 мм от середины пролетной балки. Стыки поясов должны быть смещены от стыков стенок на расстояние не менее 150 мм в каждую сторону, а стыковые швы стенок относительно диафрагм — на расстояние не менее 50 мм.
Все сварные швы должны проектироваться с полным проваром.
Изображения и обозначения сварных швов производятся в соответствии с ГОСТ 2.312—72. Условные изображения и обозначения швов сварных соединений. Видимые швы изображают сплошными основными линиями, невидимые - штриховыми. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой, предпочтительно от видимого шва. Условное обозначение стандартных швов:
• наносится на полке (для видимого шва) или под полкой (для невидимого шва) линией-выноской;
• приводится в таблице сварных швов; в этом случае на линиях-выносках ставятся номера однотипных швов. Рекомендуемая форма — табл. 11.1. Нестандартные швы изображаются на выносках.
Таблица 11.1
Сварные швы
| Номер шва | ГОСТ на тип сварки | Условное обозначение типа шва по ГОСТ | Эскиз | Контроль | ||
| разделки кромок | выполненного шва | метод | объем | |||
| (например) | 5264 80 | Т7 | 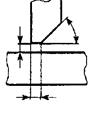
| 
| Визуальный | 100% |
| УЗК | 25% |
В соответствии с ПБ 10-382—00 визуальному контролю с выполнением замеров швов подвергается 100% длины сварных швов. Объем инструментального контроля, в основном ультразвукового (УЗК), должен составлять не менее:
- 50% от длины стыка - на каждом стыке растянутого пояса коробчатой балки или решетчатой конструкции;
- 25% длины стыка - для всех остальных стыковых соединений;
- 25% длины шва - для других видов соединений, указанных в рабочих документациях.
Обязательному контролю подвергаются начало и окончание сварных швов стыковых соединений поясов и стенок коробчатых балок.
Кроме обозначения шва на полку линии-выноски наносят вспомогательные знаки, приведенные в ГОСТ 2.312—72.
Текстовая часть чертежа содержит основную надпись, технические требования, таблицу сварных швов и другие материалы, необходимые при изготовлении и контроле изделия.
Основная надпись. Форма основной надписи выполняется по ГОСТ 2.104—68. В графе 1 - наименование изделия, например, «Балка пролетная».
В графе 2 - обозначение документа.
Общая структура обозначения устанавливается ГОСТ 2.201—80. С учетом специфики проекта как учебного продукта структура обозначения может быть принята следующей:
Технические требования располагаются над основной надписью. Между текстовой частью и основной надписью не допускается помещать изображения, таблицы и т. п.
Технические требования на чертеже излагают, группируя вместе однородные и близкие по своему характеру требования. Желательная последовательность:
а) требования к основному материалу;
б) сварочные материалы;
в) виды и объемы контроля сварных соединений (если это не оговорено в таблице сварных швов);
г) отклонения размеров по квалитетам, если эти отклонения не указаны на чертежах;
д) ссылка на технические условия или на РД, по которым выполняются работы;
е) другие требования по усмотрению разработчика.
СОДЕРЖАНИЕ И ОФОРМЛЕНИЕ ТЕКСТОВЫХ ДОКУМЕНТОВ
В курсовой работе текстовыми документами являются спецификации и расчетно-пояснительная записка.
Спецификация — это основной конструкторский документ сборочной единицы, определяющий ее состав. Оформление спецификации производится по ГОСТ 2.108—68.
Разделы спецификации для разрабатываемых сборочных единиц металлоконструкций кранов располагаются в следующем порядке.
Документация. В этот раздел вносят документы, составляющие основной комплект конструкторских документов специфицируемого изделия. В курсовой работе в этот раздел записываются обозначения и наименования документов. Практически это означает, что указываются обозначение и наименование конкретного сборочного чертежа изделия (балки моста). При разработке спецификации на металлические конструкции целесообразно руководствоваться следующим. В соответствии с ГОСТ 2.101—68 под сборочной единицей понимается изделие, составные части которого соединяются между собой с помощью единого технологического процесса (сварки, механической сборки и др.). После этого сборочная единица как законченное изделие будет соединяться с другими сборочными единицами изделия. В условиях завода-изготовителя сборка балки моста производится обычно в такой последовательности. Из заготовок, т. е. раскроенных листов, свариваются полотнища для поясов и стенок балки, затем они свариваются между собой: к верхнему поясу привариваются стенки, а между стенками ввариваются диафрагмы, и потом приваривается нижний пояс. Таким образом, формально пояса и стойки балок поступают на окончательную сборку в готовом виде и формально являются сборочными единицами, которые соответствующим образом могут быть обозначены в спецификации, и на изготовление их могут быть выполнены соответствующие сборочные чертежи. Фактически такое дробление сборочного чертежа балки является нерациональным. Элементы поясов и балок представляют собой достаточно простые элементы, размеры которых могут быть указаны на чертежах или непосредственно в спецификации. Эти элементы соединяются между собой однотипными швами. Таким образом, разработка сборочных чертежей для поясов и стенок не имеет смысла. Целесообразнее внести элементы раскроя в спецификацию, а на чертеже указать их размеры. В спецификации этим элементам номера обозначения не присваиваются, и в графе «Формат» дается обозначение БЧ (без чертежа). Но в этом случае в графе «Наименование» должно быть приведено уловное обозначение проката, например:
| лист | Б-ПН-О-8х1500х8000 ГОСТ 19903-74 |
| Ст.3сп5 ГОСТ 14637-89 |

- лист нормальной точности (Б), нормальной плоскостности (ПН) с обрезной кромкой (О), размерами 8x1500x8000 мм по ГОСТ 19903—74 из стали марки СтЗсп категории 5 по ГОСТ14637—89;
| уголок | 75х75х8-В ГОСТ 8509-86 |
| 345-09Г2С ГОСТ 19281-89 |
- уголок горячекатаный равнополочный размером 75x75x8 обычной точности прокатки (В) по ГОСТ 8509—86 из стали класса прочности 345 марки 09Г2С по ГОСТ 19281—89.
Следующими разделами спецификации после документации являются:
- сборочные единицы;
- детали;
- стандартные изделия;
- материалы.
Наименование каждого раздела записывают в виде заголовка в графе «Наименование» и подчеркивают.
Расчетно-пояснительная записка курсовой работы должна содержать:
- титульный лист;
- задание на проектирование;
- содержание;
- введение;
- расчетную часть;
- библиографический список.
Титульный лист и содержание выполняют в соответствии с требованиями.
Во ведении приводят обоснование принятых схем металлической конструкции моста, ее материалов и схем механизмов передвижения крана, а также описывают разработанные металлические конструкции.
В расчетной части курсовой работы должны быть следующие разделы:
- исходные данные;
- выбор материала конструкции;
- определение расчетных нагрузок;
- определение изгибающего момента в балке моста от вертикальных нагрузок;
- определение размеров поперечного сечения пролетной балки из условия обеспечения прочности;
- определение размеров поперечного сечения пролетной балки из условия обеспечения статической жесткости;
- расчет геометрических характеристик принятого сечения;
- компонование моста и механизма передвижения крана;
- размещение ребер жесткости (диафрагм);
- строительный подъем пролетных балок;
- проверочные прочностные расчеты по указанию преподавателя.
Оформление расчетов производится по правилам, в частности, символы и числовые коэффициенты, входящие в формулы, расшифровываются слева направо непосредственно под формулой. Пояснения каждого символа пишутся с новой строки и после запятой указывается размерность; разделяются пояснения точкой с запятой. Первая строка начинается со слова «где» без двоеточия после него. После формулы, записанной в общем виде, в нее подставляются числовые значения входящих параметров и приводятся результаты вычисления с указанием размерности полученной величины.
Дата добавления: 2019-02-07; просмотров: 1543;