Клееносварные соединения
Клееносварные нахлесточные соединения применяют в конструкциях из алюминиевых сплавов. Клеевая прослойка повышает сопротивляемость конструкции коррозии, а также принимает на себя часть усилий.
Кроме того, клеевые прослойки способствуют устранению раскрытия нахлестки и смягчают концентрацию напряжений, повышая тем самым работоспособность конструкции. Сопоставление допускаемого усилия среза Рср клееносварных соединений со сварным и клепаными в зависимости от толщины соединяемых элементов дано на рис. 4.39.
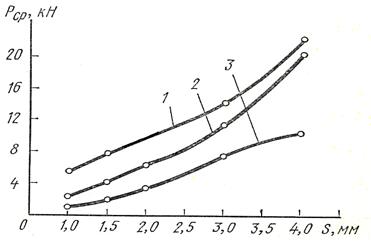
Рис.4.39. Прочность клееносварных соединений:
1 - клееносварные соединения (клей ВК-1); 2 - сварные соединения; 3 - клепаные соединения
Прочность клееносварных соединений в большой мере зависит от температуры эксплуатации, а также от технологических и конструктивных параметров, состава клея, величины зазора, толщины деталей. Эффективность склеивания повышается с уменьшением толщины элементов.
Паяные соединения
Пайка осуществляется присадочным металлом, называемым припоем, имеющим температуру плавления более низкую, нежели металл соединяемых частей. Процесс пайки универсален. Пайкой соединяют однородные и разнородные металлы, металл с графитом, керамикой и другими неметаллическими материалами.
На рис. 4.40 а показано положение деталей перед пайкой, на рис. 4.40, б - после пайки, которая происходит в результате затекания расплавленного припоя в зазор величиной в несколько десятых долей миллиметра.
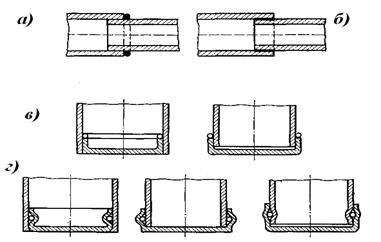
Рис. 4.40. Паяные трубчатые соединения:
а – положение припоя перед пайкой; б – соединение после пайки; в – внешнее расположение припоя; г – внутреннее расположение припоя
На рис. 4.40 в, г - изображены паяные соединения труб со штампованными элементами. Надлежащая прочность паяного соединения обеспечивается нахлесткой достаточно большой протяженности.
Расчет прочности паяных соединений производится в зависимости от характера действующих сил. Если на соединение внахлестку (рис. 4.41 а, б) действуют продольные растягивающие или сжимающие усилия Р, то паяные соединения работают на срез.
Напряжение по плоскости среза равно
τ = Р/с·а≤ [τ'], (4.54)
где [τ '] - допускаемое напряжение паяного шва на срез.
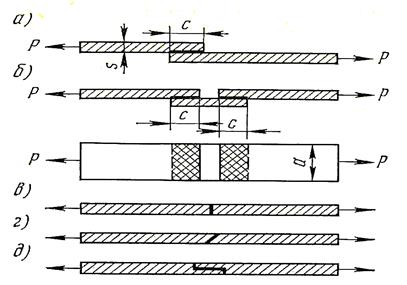
Рис. 4.41. Паяные соединения внахлестку (а, б) и встык (в, г, д)
На рис. 4.41 в, г, д приведены примеры паяных соединений встык. Паяные прямые швы (рис. 4.41 в) не всегда могут быть рекомендованы для рабочих конструкций. Косые паяные (рис. 4.41 г) швы обладают более высокой несущей способностью, особенно при угле скоса 45°. Зигзагообразные соединения (рис. 4.41, д) не могут быть признаны целесообразными. Они сложны в оформлении, а разрушение наступает по сечению, совпадающему с вертикальной плоскостью спая.
Паяные тавровые соединения, изображенные на рис. 4.42 а, применяют главным образом в качестве связующих или малонапряженных в элементах, работающих на изгиб. Большей прочностью обладают тавровые соединения, изображенные на рис. 4.42 б, в.
Паяные соединения открывают возможность создания жестких и экономичных элементов, хорошо работающих на изгиб и кручение. Примеры таких соединений изображены на рис. 4.42 г, д. Соединительные элементы впаиваются между двумя плоскостями.
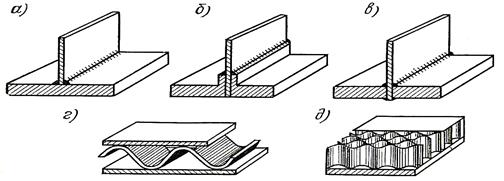
Рис.4.42. Паяные соединения втавр: а - менее прочные; б, в - более прочные;
г, д - хорошо сопротивляющиеся изгибу и кручению
Паяные сотовые конструкции (рис. 4.43) обладают жесткостью, небольшой массой, компактностью.
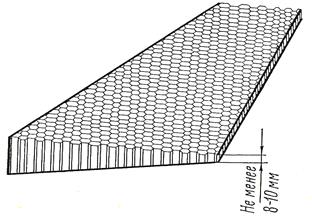
Рис.4.43. Паяная сотовая конструкция
Дата добавления: 2018-03-02; просмотров: 891;