Классификация и индексация инструмента и технологической оснастки
Практически на любом современном машиностроительном предприятии существует проблема учета всех видов инструмента и приспособлений. Это связано с отсутствием соответствующих электронных справочников и большим многообразием схем обозначений инструментов. В основу классификации инструмента и приспособлений положены машиностроительные нормали МН 74-59, МН 81-59.
По характеру использования инструмент разделяется на стандартный, нормализованный и специальный.
Стандартный - это инструмент широкого использования, предназначенный для выполнения многочисленных операций при изготовлении различной продукции. Он изготавливается на специализированных инструментальных заводах в соответствии с действующими ГОСТ (гаечные ключи, отвертки, метчики, плашки, фрезы, шлифовальные круги и пр.)
Нормализованный – это инструмент более узкого назначения, применяемый в определенной отрасли (притиры, некоторые виды зенкеров, разверток, протяжек). Каждому конкретному инструменту присваивается определенный индекс, который означает технологическое назначение и основные эксплуатационные и конструктивные признаки.
Специальный инструмент служит для выполнения определенной операции, он изготавливается преимущественно в инструментальных цехах предприятий (фасонные резцы, струбцины для зажима деталей, штампы, регулировочные ключи).
По назначению инструмент подразделяется на классы: режущий, измерительный, штампы, приспособления, сборочные модели, кокили и пресс-формы. Каждый класс разбивается на подклассы.
Все номенклатурные единицы имеют общие правила обозначений. Для каждой номенклатурной единицы формируется шесть видов информации:
· Код номенклатурной группы.
· Номер номенклатурной единицы в номенклатурной группе.
· Номер учетной группы или номенклатурный номер – для обеспечения преемственности с существующей системой обозначений.
· Общая характеристика номенклатурной единицы.
· Параметры номенклатурной единицы.
· Параметры материального и складского учета.
Номенклатурная группа представляет собой содержательную конструкторско-технологическую характеристику номенклатурной единицы.Код номенклатурной группы включает 9 цифровых знаков (рис. 6.3) и представляет собой набор из четырех основных признаков: класс, подкласс, вид (группа) и разновидность подгруппа или секция).
Классы согласно СТП:
61 – средства измерения (измерительный инструмент);
62 – приспособления, вспомогательный инструмент;
66 – режущий инструмент;
68 – слесарно-монтажный инструмент.
Подклассы режущего инструмента:
660 – цельный;
661 – составной;
662 – сборный.

Рис. 6.3. Код номенклатурной группы
Например, 661 210 001 – резец токарный проходной
| Класс - режущий инструмент | ||||||||
| Подкласс - режущий инструмент составной | ||||||||
| Вид (обозначение номенклатурной группы) – резец токарный проходной | ||||||||
| Разновидность – объединенная общими параметрами часть номенклатурной группы: L=140, m =11, угол врезки =12, главный угол в плане = 45, сечение резца 25*16, форма пластины 41 (ГОСТ 18868-73 Р6М5) |
Планирование потребности в инструменте. Расчет расходного и оборотного фондов инструмента
Планирование инструментального хозяйства включает:
1) расчет эксплуатационного и оборотного фонда инструмента (расчет запасов);
2) планирование производства инструмента;
3) планирование потребления инструмента;
4) планирование снабжения предприятия инструментом.
Расходный фонд инструмента может быть определен 3 методами: статистическим методом, методом расчета по нормам оснастки рабочих мест, методом расчета по нормам расхода.
Статистический метод расчета базируется на отчетных данных за прошлый период (обычно год) о фактическом расходе данного вида инструмента на 1 тыс. рублей товарной продукции или на 1000 станко–часов работы оборудования той группы, на которой используется соответствующий инструмент. Этот метод применяется только в единичном и мелкосерийном производстве для расчета расхода инструмента, когда трудно установить сроки его службы, например для расчета расхода мерительного инструмента.
Расклад оборудования осуществляется суммарно в денежном выражении по данным бухгалтерского учета:
 ,
,
где Иф — фактический расход инструмента за отчетный год;
Вп — плановый объем выпуска продукции.
Расход инструмента в натуральном выражении определяется:
 ,
,
где ИФр — фактический расход инструмента на изготовление единицы продукции.
Метод расчета расхода по нормам оснастки базируется на принятых условиях оснащенности инструментом рабочих мест. При этом под нормой оснастки понимается количество инструмента, которое должно одновременно находиться на соответствующем рабочем месте в течение всего планового периода.
Норма расходаинструмента устанавливается исходя из его стойкости и износа с учетом типа производства.
В массовом и крупносерийномпроизводстве норма расхода устанавливается, как правило, на 1000 шт. деталей.
Норма расходарежущего инструмента на 1000 деталей определяется по формуле
 ;
;
где tм – машинное время изготовления единицы продукции, мин;
i – число инструментов, одновременно работающих на станке;
Ку – коэффициент преждевременного выхода инструмента из строя.
Тизн – норма износа инструмента, час.
В единичном и мелкосерийномпроизводстве–на 1000 станко-часов работы станка или группы станков.
Кн.р = 1000 Кзо*Кдм*Кои / Тизн.;
где Кзо- плановый коэффициент загрузки оборудования;
Кдм — коэффициент, характеризующий долю машинного времени работы с инструментом данного типоразмера;
Кои — коэффициент одновременного использования инструмента.
Начальной стадией планирования инструментального хозяйства является расчет цехового оборотного фонда инструмента (Fц).
Fц = Zэ +ZИРК,
где Zэ – эксплуатационный фонд;
ZИРК – количество инструмента в запасе инструментально-раздаточной кладовой (ИРК).
Оборотный фонд – это необходимые запасы, которые обеспечивают бесперебойную работу основных подразделений. Структура оборотного фонда на предприятии составляет 100%: 70% находится в ЦИС, 20% - в ИРК, 5% - в ремонте, 5% - в заточке.
Эксплуатационный фонд включает количество инструмента на рабочих местах (Zр.м) и в заточном отделении (Zз)
Zэ =Zрм + Zз
Запас инструмента в ИРК состоит из страхового (Zс) и переходящего (Zп) запаса. Страховой запас рассчитывают исходя из суточного потребления инструмента и возможного перебоя в днях поставки очередного заказа.
Максимальное количество инструмента в переходящем запасе равно партии поставки. По мере потребления в производстве этот запас уменьшается и теоретически достигает нулевого значения к моменту поступления очередного заказа. Однако на практике переходящий запас, как правило, превышает нулевое значение, т. к. очередной заказ выполняется раньше теоретически предусмотренного времени. Если очередная поставка запаздывает, то используется страховой запас.
Размер запасов инструмента в оборотном фонде в основном устанавливается по системе "максимум- минимум", то есть каждый вид инструмента имеет три нормы запаса (рис.6.4);
- максимальный Zmax;
- минимальный Zmin;
- запас в "точке заказа" Zт.з.
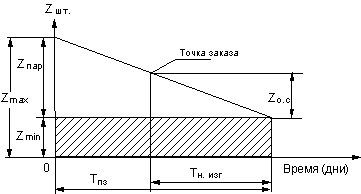
Рис.6.4 – График расчета запасов инструмента по системе "максимум — минимум"
Эти нормы запаса рассчитываются по формулам:
Zmax=Rдн*Tпз + Zmin
Zmin=Rдн*Tс.изг
Zт.з.= Rдн*Tн.изг
где Rдн - среднедневная потребность ИРК цехов в данном инструменте (шт);
Tп.з - периодичность пополнения запаса (дн.);
Тс.изг и Tн.изг - время срочного и нормального изготовления партии инструмента или приобретения партии покупного инструмента (дн).
Запас точки заказа (Zт.з) отражает такую величину запаса, при которой должен выдаваться заказ на изготовление или приобретение инструмента.
Объем партии заказа (Zпар) равен:
Zпар= Zmax+ Zmin.
Дата добавления: 2018-03-01; просмотров: 3519;