Доводочними верстатами.
1.Призначення і загальна будова шліфувальних і доводочних верстатів.
Шліфувальні верстати призначені для чистової обробки деталей за допомо –
гою шліфувальних абразивних кругів.
Шліфувальні верстати поділяються:
- плоскошліфувальні, які призначені для обробки зовнішніх поверхонь плоских деталей. Ці верстати в залежності від форми стола і розташування шліфувального кругу бувають:
- верстати з прямокутним столом;
- верстати з круглим столом;
- верстати з горизонтальним шпинделем;
- верстати з вертикальним шпинделем.
- круглошліфувальні, які призначені для шліфування циліндричних повер –
хонь тіл обертання, конічних і торцевих поверхонь (шліфування валив).
- внутрішньошліфувальні, які призначені для шліфування внутрішніх повер -
хонь тіл обертання.
- спеціалізовані, які призначені для отримання надто чистих поверхонь:
- доводочні (обробні);
- різьбошліфувальні;
- шліцешліфувальні;
- для шліфування колінчатих валив.
Схеми шліфування приведені на рис. 2.28.
 Рис.2.28. Схеми шліфування.
Рис.2.28. Схеми шліфування.
а) – кругле зовнішнє;
б) – кругле внутрішнє;
в) – плоске периферією круга з
прямокутним столом;
г) - плоске торцем круга з
прямокутним столом;
д) - плоске торцем круга з
круглим столом;
1 – вироб, 2 – шліфувальний круг, 3 – напрямок обертання, V – швидкість різання,
S – подача, t – глибина шліфування.
Загальна будова, кінематична і гідравлічна схеми круглошліфувального верстата приведені на рис.2.29.
1,2 – лімб і рукоятка компенсації зношення кругу, 3 – маховик ручної подачі, 4 – плунжер автоматичної подачі, 5,7 – собачка і храпове колесо, 7 – пружина, 8 – маховик задньої бабки, 9,10 – золотник і електромагніт швидкого підводу шліфувальної бабки, 11, 12 – електромагніт і золотник реверсу стола (подачі), 13 – насосна станція гідросистеми,
14 – розвантажувальний клапан, 15,16 – плунжерна пара переміщення бабки, 17 – запор- ний клапан, 18 – гальмівний циліндр, 19 – дросель регулювання швидкості бабки, 20 – ма- ховик ручного переміщення стола, 1Д – двигун приводу шліфувального кругу, 2Д – двигун
приводу обертання виробу, 3Д – двигун приводу подачі стола.
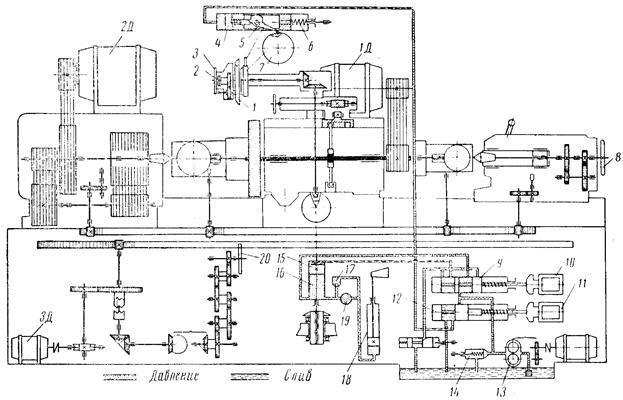
Рис.2.29. Загальна будова, кінематична і гідравлічна схеми круглошліфувального
Верстата.
2.Склад і особливості електрообладнання шліфувальних верстатів.
Особливістю електрообладнання шліфувальних верстатів є наявність в його складі додаткових електрифікованих вузлів:
- електромагнітні столи, які забезпечують просте і швидке закріплення виробів. Питоме тягове зусилля складає 20÷130 Н/см2.

Рис.2.30. Будова електромагнітної
Плити стола.
1 –нижня плита, 2 – осердя, 3 – котушки,
4 – корпус, 5 – верхня плита, 6 – немагніт-
ні прокладки, 7 – вироб.
Перед зніманням виробів з плити
котушки відключаються і замика -
ються на розрядний опір.
Плити виготовляються з мало –
вуглецевої сталі. Осердя електро -
магнітів виготовляються з електро-
технічної сталі.
- демагнетізатори призначені для розмагнічування виробів після знімання їх зі стола. Котушки демагнетізатора вмикаються в мережу змінного струму частотою 50 Гц.
 Рис.2.31. Схеми демагнетізаторів
Рис.2.31. Схеми демагнетізаторів
а) – для окремих деталей,
1 – магнітопровід, 2 – полюсні баш - маки, 3 – немагнітна прокладка,
4 – котушки.
б) – з безперервною подачею деталей.
1 – лоток, 2 –котушка, 3 – вироб.
- пристрої для автоматичного контролю розмірив забезпечують автоматич –не відключення верстата при досягненні необхідних розмірив виробу.
 Рис.2.32. Електроконтактний вимі –
Рис.2.32. Електроконтактний вимі –
Дата добавления: 2017-11-04; просмотров: 725;