Свердлильного верстата.
1 – фундаментна плита;
2 – колона з гільзою;
3 – механізм переміщення;
4, 5 – електродвигуни допоміжних приводів приводів;
6 – горизонтальний рукав (траверса);
7 – електродвигун головного приводу;
8 – свердлильна головка (шпиндельна
бабка);
9 – шпиндель;
10 – робочий стіл.
На свердлильних верстатах головний привод і привод подачі звичайно здійснюється від одного асинхронного електродвигуна з короткозамкненим ротором. Регулювання швидкості шпинделю і подачі виконується механіч –
ним способом. Іноді використовуються багатошвидкісні асинхронні двигуни.
Головний привод в основному нереверсивний, крім верстатів, на яких нарізають різьбу.
Для допоміжних приводів використовують одно швидкісні асинхронні двигуни з к. з. ротором.
В схемах керування передбачаються блокування, які забезпечують обме –
ження ходу траверси і свердлильної головки в крайніх положеннях, заборону роботи при незакріпленій колоні і включення двигуна підйому траверси при затиснутій колоні.
 |
 НО Шп Траверса Затиск Тр. Затиск Кол.
НО Шп Траверса Затиск Тр. Затиск Кол.
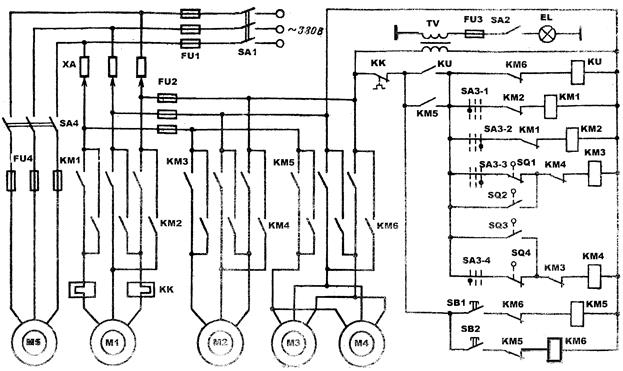
Рис. 2.19. Схема електрична принципова радіально-свердлильного верстату 2А55.
Все електрообладнання встановлено на поворотний частині верстату, тому напруга 380 В подається через ввідний вимикач на кільцевий струмоприймач ХА і далі через щітковий контакт на розподільчий пристрій верстату.
Перед початком роботи слід призвести затиск колони та шпиндельної головки натиском кнопки SB1 “ЗАТИСК”. При цьому отримує живлення КМ5 і вмикає двигуни М3 і М4, які приводять в дію гідравлічні затискні пристрої. Одночасно через допоміжний контакт КМ5 вмикається реле KU, яке готує коло живлення кола керування і стає на самоблокування.
Для відтискання колони та свердлильної головки натискається кнопка SB2 “ВІДТИСК.”, при цьому втрачає живлення реле KU, що робить неможливою роботу на верстаті при не затиснутих колоні та шпиндельній головці.
Керування двигунами ГП М1 і переміщення траверси М2 виконується за допомогою хрестового перемикача SА3, рукоятка якого має чотири положення: “ВЛІВО” (SА3-1), “ВПРАВО” (SА3-2), “ВВЕРХ” (SА3-3) та “ВНИЗ” (SА3-4).
Для обертання шпинделю вліво рукоятка перемикача SА3 встановлюється в ліве положення і вмикається контактор КМ1 і шпиндель обертається проти годинникової стрілки. При встановленні SА3 в праве положення вмикається контактор КМ2 і шпиндель обертатиметься за годинниковою стрілкою.
При встановленні SА3 в верхнє положення контактором КМ3 вмикається двигун М2. При цьому спочатку ходовий гвинт механізму переміщення обертається вхолосту, пересуваючи пов’язану з ним гайку, що приводить до відтискання траверси, а також замикається контакт SQ3 перемикача автома –
тичного затиску. Після чого відбувається підйом траверси.
При досягненні траверсою необхідного рівня рукоятку SА3 встановлюють в середнє положення; відключається КМ3, включається КМ4 і двигун М2 реверсується. Реверсування М2 необхідно для автоматичного затиску траверси завдяки переміщенню гайки в зворотному напрямку до положення затиску після чого контакт SQ3 розмикається і двигун М2 зупиняється.
Робота схеми при переміщенні вверх здійснюється аналогічно через перемикач SQ2.
Переміщення траверси в крайніх положеннях обмежується за допомогою кінцевих вимикачів SQ1 та SQ4.
Захист від КЗ в силових колах, колах керування і освітлення здійснюється запобіжниками FU1 – FU4. Двигун М1 захищений від перевантажень тепло –
вим реле КК. Реле KU здійснює нульовий захист. Відновлення кола керуван –
ня можливо тільки при повторному натиску кнопки “ЗАТИСК”.
Тема 2.4. Електрообладнання і схеми керування фрезерними
і зубофрезерними верстатами.
1.Призначення, класифікація і будова фрезерних і зубофрезерних верстатів.
Фрезерні верстати призначені для обробки зовнішніх і внутрішніх плоских та фасонних поверхонь, прорізання канавок, нарізання різьби, зубів шестернів та ін..
 Характерною особливістю верстатів фрезерної групи є робота обертовим багатолезовим інструментом – фрезою. Схема фрезерування приведена на рис.2.20
Характерною особливістю верстатів фрезерної групи є робота обертовим багатолезовим інструментом – фрезою. Схема фрезерування приведена на рис.2.20
Рис.2.20. Схема фрезерування.
1 – вироб (заготовка).
2 – фреза.
Vz – швидкість різання.
Vп – швидкість подачі.
t – глибина різання.
S – переріз стружки.
Головним рухом в фрезерних верстатах є обертання фрези Vп, рухом подачі є поступове переміщення виробу Vп.
Фрезерні верстати поділяються на дві основні групи: 1) верстати загального призначення, до яких відносяться горизонтальні, вертикальні та поздовжньо- фрезерні; 2) спеціалізовані верстати – копіювально-фрезерні, зубофрезерні, різьбофрезерні та ін..
Вертикально-фрезерні і горизонтально-фрезерні верстати відрізняються між собою встановленням шпинделю, осі обертання яких розташовані, відповідно, або вертикально, або горизонтально.
Копіювально-фрезерні верстати призначені для обробки складних у просторі
деталей методом копіювання по моделях.

Рис. 2.21. Зовнішній вигляд універсального
Дата добавления: 2017-11-04; просмотров: 778;