Примеры современных ГПС, предназначенных для автоматизации механообработки и сборочных работ в машиностроении
Пример 1. ГПМ для проведения фрезерно-сверлильно-расточных операций. Он разработан на базе многоцелевого станка ИР–320 ПМФ и промышленного робота РМ–104 (рис. 4). В его состав входят: станок 1 с комплектом зажимных приспособлений 2, закрепленных по одному на каждом сменном приспособлении-спутнике, зажимное устройство с автономным приводом 3, узел (кронштейн) стыковки 4, накопитель заготовок и деталей 5, загрузочный робот 6, а также автоматизированная система управления 7.
Пример 2. Примером проекта гибкого производственного модуля является токарный ГПМ модели ИРТ180ПМФ4. Модуль предназначен для комплексной обработки – точения цилиндрических, конических и фасонных поверхностей, фрезерования плоскостей и пазов сложной конфигурации, сверления отверстий по наружной цилиндрической и торцовым поверхностям, нарезания резьбы резцами и метчиками в особо сложных деталях из черных и цветных металлов, в том числе из пруткового материала.
Табл. 1. Уровни автоматизации различных функций в ГПС
| № п/п | Выполняемые функции | Уровни автоматизации | ||
| Накопление материалов, заготовок, деталей | + | + | + | |
| Накопление оснастки и инструмента | + | + | + | |
| Транспортировка материалов, заготовок и обрабатываемых деталей по маршруту: склад – рабочая позиция – склад | + | + | + | |
| Транспортировка оснастки и инструментов по маршруту: склад – рабочая позиция – склад | + | + | + | |
| Управление технологическими процессами | + | + | + | |
| Управление производственными процессами ( планирование, диспетчирование и др.) | (+) | (+) | (+) | |
| Защита от аварийных ситуаций | + | + | + | |
| Смена управляющих программ | (+) | + | + | |
| Загрузка-разгрузка заготовок и деталей | - | + | + | |
| Подача вспомогательных материалов к рабочим местам | - | + | + | |
| Удаление отходов производства из рабочей зоны и от станков | - | + | + | |
| Установка и закрепление заготовок в приспособлениях-спутниках | - | - | (+) | |
| Контроль качества изготовления деталей | - | - | + | |
| Технологическая подготовка производства | - | - | (+) | |
| Проектирование изделий | - | - | (+) |
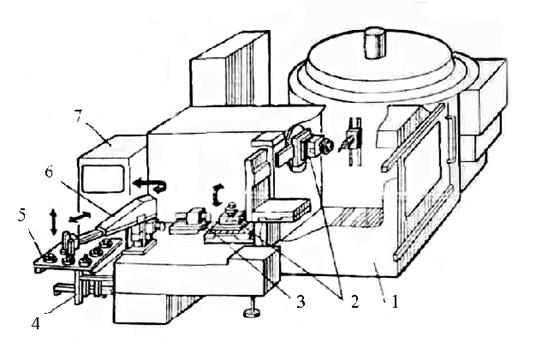
Рис. 4. Схема ГПМ на базе многоцелевого станка с ЧПУ и промышленного робота
Входящий в состав ГПМ станок (рис. 5) имеет общую прямоугольную станину 1, на которой жестко закреплена шпиндельная бабка 4. По стальным закаленным направляющим станины перемещаются параллельно оси шпинделя сани 10, на которых расположен поперечно-подвижный ползун 9 со встроенной pевольверной головкой 14 и приводом 8 вращения сверлильно-фрезерных инструментальных блоков.
С противоположного от шпинделя торца саней 10 располагается двухместный накопитель 12 сменных инструментальных барабанов 11, автоматически устанавливаемых на револьверную головку 14. При работе модуля один инструментальный барабан находится на револьверной головке, а второй – в накопителе. По заказу накопитель инструментальных барабанов моет выполняться многоместным. Со стороны шпиндельной бабки на торце основания 1 монтируется про-мышленный манипулятор 2, с помощью которого происходит автоматическая смена заготовок из накопителя 3.
Стружка отводится с помощью транспортера 7 в тару 6. Модуль снабжен ограждением кабинетного типа, полностью изолирующим рабочее пространство от окружающей среды.
Пульт 13 устройства ЧПУ и шкаф 5 электрооборудования даны на рис. 5.
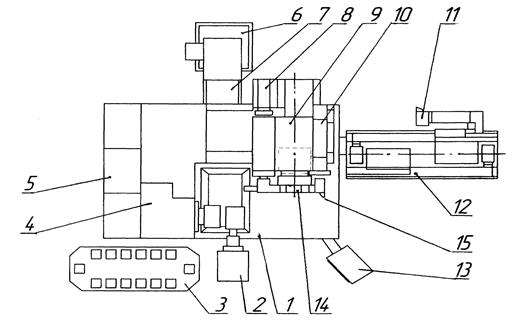
Рис. 5. ГПМ модели ИРТ180ПМФ4
Общий вид ГПМ модели 3К152ВФ20РМ–01 показан на рис. 6.
На жесткой станине 1 круглошлифовального полуавтомата смонтированы продольно перемещающийся стол 6 с передней бабкой 5 и задней бабкой 19 и поперечно перемещающаяся шлифовальная бабка 8 со шлифовальным кругом 3. На столе расположен прибор для активного контроля обрабатываемых поверхностей, а на задней бабке смонтировано устройство для правки периферии и торцов шлифовального круга, действующие автоматически при соответствующих перемещениях стола и шлифовальной бабки.
Передняя бабка оснащена поводковым автоматически действующим патроном, позволяющим без переналадки зажимать гладкие шейки валов, если их диаметры отличаются не более, чем на 30 мм. Подача шлифовального круга и обрабатываемой детали осуществляется бесступенчато с помощью высокомоментных электродвигателей постоянного тока, причем линейные перемещения производятся через винтовые передачи качения. Для измерения перемещений рабочих органов используются линейные и круговые фотоимпульсные датчики. В накопителе 10 может устанавливаться не менее четырех поддонов 15, а на каждом поддоне – не менее пяти заготовок или обрабатываемых деталей 13. Накопитель снабжен устройством 11 захвата и транспортировки поддонов с площадки 14 в позицию смены обрабатываемых деталей и далее на площадку 9 для выгрузки. Количество и размеры поставляемых с модулем поддонов определяются при заказе. Автоматическая смена обрабатываемых деталей производится посредством специального промышленного робота 16 с двумя (загрузочным и разгрузочным) манипуляторами, с помощью которых детали могут кантоваться на 180 градусов. Робот перемещается между станком и накопителем по направляющим рамы 12 портального типа. Установка 7 с гидроциклоном и магнитным сепаратором служит для подачи смазочно-охлаждающей жидкости. Имеются пульты 2, 17, и 18 управления станком, устройством ЧПУ 4 и роботом 13, которые расположены в удобном для обслуживания месте.
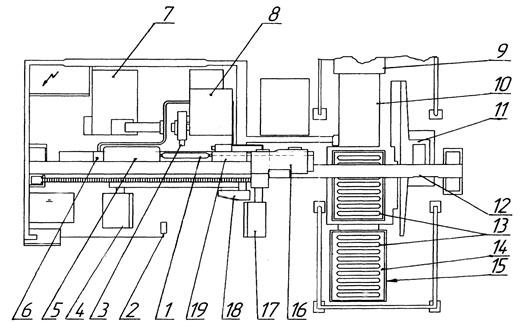
Рис. 6. ГПМ модели 3К152ВФ20РМ–01
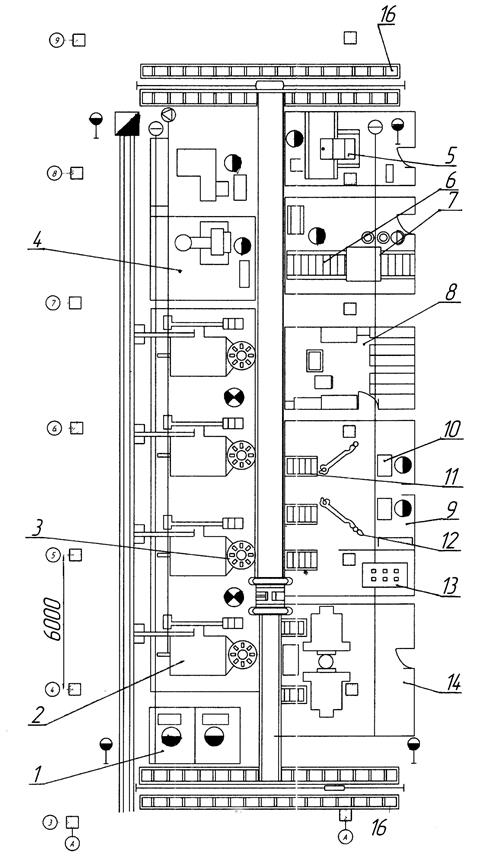
Рис. 7. ГПС для обработки корпусных деталей с использованием автоматизированного склада
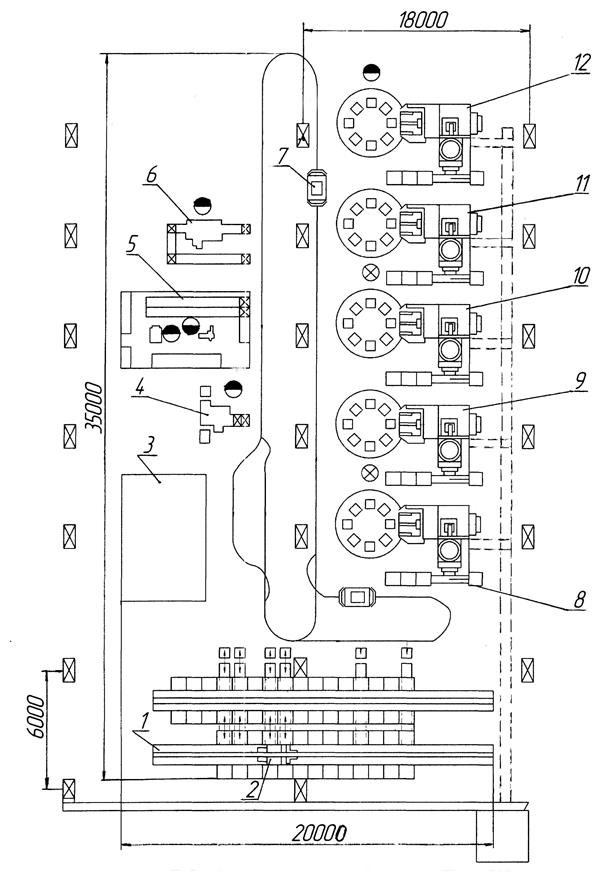
Рис. 8. Гибкий автоматизированный участок «Талка 500»
На рис. 7, где дан эскиз общего вида ГПС обработки корпусных деталей, обозначено:
1 – помещение диспетчеризации;
2 – многоцелевой станок модели ИР500ПМФ4;
3 – восьмипозиционный накопитель;
4 – отделение окончательной доработки деталей;
5 – контрольное отделение;
6 – отделение промывки;
7 – моечная машина;
8 – отделение комплектации и настройки инструмента;
9 – отделение загрузки-разгрузки приспособлений-спутников.
10 – позиции загрузки-разгрузки;
11 – передаточный конвейер;
12 – манипуляторы с ручным управлением;
13 – накопитель спутников;
14 – отделение подготовки баз;
15 – автоматизированный склад заготовок;
16 – автоматизированный склад готовых деталей.
На рисунках дан общий вид ГПС повышенного уровня сложности. Общей особенностью их является использование автоматизированного склада заготовок и деталей. В ГАУ (рис. 8) также применяется индуктивно-управляемая тележка (робокар) в качестве основного транспортного средства.
На рис. 8, на котором приведен эскиз общего вида гибкого автоматизированного участка, обозначено:
1 –стеллаж автоматизированного склада заготовок и деталей;
2 – кран-штабелер, обслуживающий склад;
3 – позиции контроля;
4 – фрезерный станок;
5 – отделение комплектации и настройки инструмента;
6 – моечная машина;
7 – индуктивно-управляемая транспортная тележка;
8 – системы ЧПУ оборудования;
9 - 12 – многоцелевые металлообрабатывающие станки модели ИР500ПМФ4.
Следует обратить внимание, что в представленных в качестве примеров ГПС высокого уровня применяются автоматизированные склады, основой которых служит металлоконструкция или стеллаж заданных параметров и вместимости, которые определяются технологически обоснованными нормами.
Там же имеются вспомогательные загрузочно-разгрузочные позиции, где производится установка и закрепление заготовок и снятие готовых деталей. Они также служат объектом дальнейших расчетов.
3. ПРАКТИЧЕСКАЯ ЧАСТЬ
Дата добавления: 2017-10-09; просмотров: 1967;