Технологическая подготовка перед обработкой детали
На этом этапе рекомендуется придерживаться следующей последовательности и выполнять такие действия. Сначала производится определение необходимого количества и последовательности технологических переходов. В соответствии с рабочим чертежом детали намечается маршрут обработки для каждой отдельной ее поверхности. Устанавливается промежуточный минимальный припуск в зависимости от заданной точности и шероховатости обработки. Для этого ориентировочно можно использовать данные табл. 2.
Определяются минимальные межпереходные размеры по следующим
формулам:
 (1)
(1)
 (2)
(2)
…
 , (3)
, (3)
где Dmin – нижний предельный размер детали (см. чертеж);
Dn-1min, Dn-2min, …, D1min – минимальные расчетные размеры детали перед последним, предпоследним и вторым технологическим переходом соответственно;
Zn , Zn-1, …, Z2 – величина минимального приписка на последнем, предпоследнем и на втором технологических переходах.
Имея чертеж с размерами заготовки и фактическое значение минимального припуска, на первом переходе, получают
 . (4)
. (4)
Затем задают межпереходные технологические допуски на обработку, а также максимальные межпереходные размены как суммы минимального межпереходного размера и соответствующего ему технологического допуска (Тi):
 . (5)
. (5)
Если величина фактического максимального припуска окажется больше предельно допустимой глубины резания (по условию прочности tпред= 5 мм), то появятся дополнительные переходы, число которых определяют как
 (6)
(6)
Полученное значение округляется в сторону увеличения до целого числа.
Занеся в карту полученные максимальные и минимальные размеры, назначаем последовательность выполнения технологических переходов:
Табл. 2. Точность и качество поверхностей после механической обработки и минимальные припуски (заготовка-прокат)
| Диаметр обработки, мм | Вид обработки | Квалитет точности | Шероховатость поверхности | Припуск на диаметр, мм | |
| Длина | Длина | ||||
| до 120 | до 260 | ||||
| до 30 -"- -"- 30 – 60 -"- -"- | Точение черновое Точение чистовое или однократное Точение тонкое Точение черновое Точение чистовое или однократное Точение тонкое | 10 – 11 7 – 9 10 – 11 7 – 9 | Rz 40… Rz 80 Rz 20… Rz 40 0,63 … 2,5 Rz 40… Rz 80 Rz 20… Rz 40 0,63 … 2,5 | 1,2 0,25 0,12 1,2 0,3 0,16 | 1,7 0,3 0,15 1,5 0,3 0,16 |
черновых переходов, обработки фасок, чистовых переходов, проточки канавок, тонкого обтачивания.
В качестве примера приведена схема назначения переходов для детали, из проката на рис. 1. Цифрами 1, 2, 3, ... ,14 обозначены слои металла, снимаемые на каждом из переходов.
Инструмент выбирается из табл. 3, где приведен комплект резцов, предназначенных для станка 16К20ФЗСЗ2. Его шифр и координатные размеры, т.е. расстояния от базовых поверхностей инструментальной револьверной головки и от оси ее вращения до вершины инструмента, заносятся в память управляющей системы и записываются в отчет.
Для предварительной размерной настройки резцов вне станка может быть использован прибор БВ–2010. Он обеспечивает настройку по двум координатам с точностью по каждой из них, равной 0,006 мм.
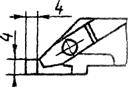
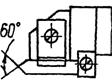
Табл. 3. Разновидности режущего инструмента для станка модели 16К20Ф3С32
| № п/п | Наименование резца | Форма рабочей части резца | Направления рабочих перемещений | Параметры углов в плане, град. | Материал режущей части | |
| φ | φ1 | |||||
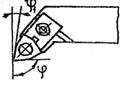
| Резец проходной с φ = 45о; ГОСТ 21151-75 | 
|  
| Т5К10 | |||
| Резец проходной с φ = 92о; ГОСТ 21151-75 |
|   
| Т15К6 | |||
| Резец копировальный; ГОСТ 20872-80 | 
|    
| Т15К6 |
Продолжение табл. 3
| Резец для угловых канавок | 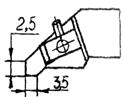
|

| - | - | Т5К10 | |
| Резец канавочный |
| 
| - | - | Т15К6 | |
| Резец резьбовой |
| 
| - | - | Т15К6 | |
| Резец расточной |
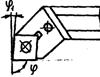
|  
| Т5К10 |
Для проверки положения вершины резца по высоте (вертикали) можно использовать индикатор часового типа.
Переходя к определению режимов обработки, вначале находят глубину резания. Ее рассчитывают по формуле как разность максимальных размеров на двух смежных переходах:
 , (7)
, (7)
где i = 1, 2, 3... – номер перехода обработки.
Подачу S (мм/об) определяют по табл. 4 и 5, переведя ее затем в минутную (мм/мин). При определении скорости резания, пользуются табличным методом, выбирая необходимые данные из табл. 6 и 7.
Рис. 1. Схема определения последовательности переходов (вверху) и
нахождение исходной точки инструмента
Табл. 4. Величины подач при черновом обтачивании и нарезании канавок
| Диаметр детали, мм | Глубина резания, мм | Ширина резца, мм | |||
| До 3 | 3 – 5 | 5 – 8 | 3 – 4 | 4 – 5 | |
| 20 – 40 40 – 60 | 0,4 – 0,5 0,5 – 0,9 | 0,3 – 0,4 0,4 – 0,8 | - 0,3 – 0,7 | 0,1 – 0,12 - | - 0,13 – 0,16 |
Табл. 5. Величины подач при чистовом обтачивании
| Шероховатость поверхности | Радиус при вершине резца, мм | ||
| 0,5 | 1,0 | 2,0 | |
| Rz 40 Rz 20 2,5 | 0,3 – 0,5 0,18 – 0,25 0,1 – 0,11 | 0,45 – 0,60 0,25 – 0,30 0,11 – 0,16 | 0,56 – 0,70 0,3 – 0,4 0,15 – 0,25 |
Скорость резания находят по формуле
 . (8)
. (8)
Табл. 6. Скорость резания (табличное значение)
| Тип резца | Глубина резания, мм | Подача, мм/об | |||||
| До 0,2 | 0,2–0,3 | 0,3–0,4 | 0,4–0,5 | 0,5–0,6 | 0,6–0,8 | ||
| Проходной -“- Прорезной | до 1 более 1 - | - | - |
Табл. 7. Значения коэффициента К1
| Твердость материала, НВ | 156–207 | 170–229 | 207–269 | 269–302 | 285–321 |
| К1 | 1,0 | 0,9 | 0,75 | 0,7 | 0,65 |
Коэффициент К2 принимают:
К2 = 0,95 – для резцов с режущей частью из сплава T5K10;
К2 = 1,5 – для резцов с режущей частью из сплава Т15К6.
Определение траекторий инструмента проводится так. За нулевую точку следует принять исходное положение револьверной головки, из которого будет начинаться движение.
Начало координат связывают с точкой пересечения оси шпинделя с торцем обрабатываемой заготовки.
Координаты исходной точки при обработке в патроне:
 (9)
(9)
где Dзаг max и Lзагmax – наибольшие предельные размеры заготовки;
Xu и Zu – наибольшие установочные координаты инструментов, участвующих в обработке;
Хдоп и Zдоп – дополнительное смещение исходной точки для удобства работы при установке детали в патрон станка;
А – размер до базовых поверхностей кулачков патрона.
Перед сменой инструмента, для исключения возможных ударов инструмента о деталь при вращении головки, целесообразно возвращать суппорт в исходную точку.
Целесообразно первоначально осуществлять осевые и лишь затем радиальные перемещения суппорта при выходе его из нулевой точки в зону обработки.
Координаты опорных точек (где производится изменение направления перемещения инструмента, смена режимов обработки и т.п.) определяются из геометрических соотношений при использовании чертежа детали и разработанной операции.
Так, длина рабочего хода на первом переходе вдоль оси составляет
 (10)
(10)
где  – размер обрабатываемой поверхности на заготовке;
– размер обрабатываемой поверхности на заготовке;
 – длина пути врезания (при обработке напроход). Учитываем длину схода: lсх = 1 – 2 мм;
– длина пути врезания (при обработке напроход). Учитываем длину схода: lсх = 1 – 2 мм;
t – глубина резания;
φ – главный угол в плане резца;
Δ = 1…1,5 – прибавка, учитывающая возможность появления погрешностей позиционирования суппорта, установки заготовки и др.
Перемещения по оси Х определяют опорные координатные точки:
 , (11)
, (11)
где  – максимальный диаметр соответствующей ступени детали.
– максимальный диаметр соответствующей ступени детали.
Координаты точек, после которых будет производиться холостой отвод резца, определяются с учетом отскока инструмента:
 . (12)
. (12)
Рис. 2. Траектории перемещения инструментов и опорные точки этих траекторий
Обычно отскок составляет а = 0,5 – 1 мм.
Чтобы получить координаты положения револьверной головки в каждой опорной точке, достаточно найти:
 (13)
(13)
Величины и направления перемещений определяем как разность координат опорных точек по осям X и Z . Положительное перемещение (знак “+”) соответствует перемещению на рабочего и к задней бабке.
Технологическая подготовка программы должна содержать также подробный перечень всех приемов, осуществляемых станком, технологические команды (об изменении скорости вращения шпинделя, подачи, введения коррекции положения инструмента), указания о направлениях и величинах перемещения инструмента.
4. АНАЛИЗ ПРОИЗВОДИТЕЛЬНОСТИ СТАНКА
Рассматриваемый станок может быть отнесен по своим функциональным возможностям к полуавтоматам, обладающим большой технологической гибкостью, но характеризующимся ручной (или роботизированной) загрузкой заготовок и снятием готовых деталей. Если рассматривать его применительно к обработке достаточно большой партии деталей, тогда рабочий цикл определяется как
Тц = t р.х.+ t х.х , (14)
где t р.х , t х.х – время, затрачиваемое на рабочие и холостые хода, соответственно.
В t х.х входит время на отвод инструмента, его замену, подачу заготовки и т.д.
Величина, обратная длительности цикла, – это так называемая цикловая производительность:
 . (15)
. (15)
Кроме цикловых (внутри каждого рабочего цикла) затрат времени, существуют внецикловые потери: на ввод управляющей программы и ее редактирование, переналадку, ремонт оборудования.
Рис. 3. Зависимость технологической (кривая 1), цикловой (кривая 2) и фактической производительности от скорости протекания технологического процесса
Поэтому фактическая производительность при выполнении конкретного технологического процесса будет равна
 , (16)
, (16)
где  – суммарное время, затрачиваемое на выполнение основных переходов, сопровождающихся изменением размеров и формы детали;
– суммарное время, затрачиваемое на выполнение основных переходов, сопровождающихся изменением размеров и формы детали;
 – цикловые потери времени;
– цикловые потери времени;
 – внецикловые затраты времени.
– внецикловые затраты времени.
Если tц = 0 и tвц = 0, то Q = 1/Σtр.х = р,
где р – технологическая производительность, которая целиком характеризует возможности технологического процесса.
Зависимость производительности от скорости выполнения технологического процесса при различных видах потерь приведена на рис. 3.
Прямая 1 представляет идеальную машину с непрерывным действием, не имеющую простоев; кривая 2 показывает замедление роста производительности за счет наличия цикловых потерь; кривая 3 построена для случая, когда имеются внецикловые потери (при интенсификации технологического процесса они возрастают в такой степени, что приводят к резкому снижению производительности).
Так как оборудование с ЧПУ является сложным и характеризуется, конечной надежностью, то приходится его производительность представлять в виде
 , (17)
, (17)
где  – коэффициент использования станка по времени;
– коэффициент использования станка по времени;
tp – время работы станка;
tот – время простоев станка вследствие отказов его систем;
tпл – плановые затраты времени на регламентные работы.
Производительность обработки в конечном итоге обусловливает экономическую эффективность (саму целесообразность) применения станка с ЧПУ для изготовления конкретных деталей.
При этом повышение производительности в сравнении с универсальным оборудованием достигается посредством:
- совмещения выполнения нескольких различных движений;
- быстроты выполнения (быстродействия) вспомогательных движений, что при ручном управлении ограничено скоростью реакции живого организма;
- отсутствия необходимости постоянного контроля размеров с остановкой станка при действии систем активного контроля;
- одновременного обслуживания одним оператором нескольких станков.
5. АНАЛИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ НА ТЕХНОЛОГИЧНОСТЬ
Данное мероприятие должно предшествовать разработке техпроцесса. Применительно к токарным станкам с ЧПУ действует ряд рекомендаций, позволяющих оценить технологичность детали и, в случае необходимости, сформулировать предложения технолога по улучшению этого показателя.
Требования к технологичности конструкции деталей типа тел вращения следующие.
1. Валы должны иметь достаточную жесткость. Вал жесткий, если соотношение его длины к диаметру l/D ≤ 12 (рис. 4 а). Тогда можно вести обработку без специальных средств технологического оснащения (виброгасителей).
2. Цепочка линейных размеров должна проставляться с одной стороны вала (от одного его торца). В этом случае всю токарную обработку под последующее шлифование можно выполнить за один установ. Предварительно вал должен быть отторцован и по необходимости зацентрован (рис. 4 б).
3. Радиусы сопряжений, а также неответственные фаски и канавки желательно иметь одинаковыми, что значительно упрощает программирование и механическую обработку (рис. 4 в).
Рис. 4. Примеры анализа деталей на технологичность при обработке на токарном станке с ЧПУ: а – по условию жесткости; б – по простановке размеров; в – по конструктивным элементам
4. Не следует допускать в валах глубоких осевых отверстий, так как это требует специальных удлиненных сверл, усложняет программу из-за необходимости периодического вывода инструмента для удаления стружки.
5. Класс шероховатости на конических и радиусных поверхностях должен быть не выше 5-го, так как получение более высоких классов на станке с ЧПУ затруднительно.
6. НАЛАДКА СТАНКА И ОБРАБОТКА ДЕТАЛЕЙ
При этом производится установка инструментов в соответствующие гнезда инструментальной револьверной головки так, чтобы номер резца совпадал с номером гнезда. На резцах предварительно измеряются размеры от базовых поверхностей до вершинки. После определяют фактическое положение вершинки резца относительно системы координат станка (производят соответствующую привязку) по пробной проточке детали.
Перед обработкой необходимо выполнить следующие "привязки";
- устройства управления к параметрам станка;
- системы отсчета к станку;
- инструмента к системе отсчета;
- системы отсчета к детали.
Исходная точка начала обработки рассчитана на работу с инструментом, имеющим определенные размеры. При смене инструмента требуется ввести смещение точки начала обработки, если размеры нового инструмента отличаются от того, по которому производилась настройка. Инструмент настраивают на середину поля допуска детали. Если положение поверхности задается цепочкой размеров, то настроечный размер определяют как сумму средних размеров данной размерной цепи:
 . (18)
. (18)
По чертежу детали необходимо определить настроечные размеры и внести их в таблицу координат опорных точек, затем использовать при составлении управляющей программы.
По окончании обработки заданной партии деталей измерить полученные размеры детали и сопоставить их с чертежными. Сделать выводы о точности обработки и причинах отклонения размеров.
В случае превышения отклонениями размеров допускаемых пределов надо определить величину размерной коррекции и ввести ее в соответствующий кадр программы. Эта коррекция обеспечивается смещением исходной точки начала обработки данным резцом на установленную величину ΔX и ΔZ:
 (19)
(19)
где D и L – действительные размеры, полученные после обработки, соответственно диаметральные и линейные;
DH и LH – настроечные размеры.
Размерную коррекцию нужно вводить в программу сразу после смены предшествующего инструмента, используя функцию смещений исходной точки G92. В программе предусмотрено три кадра:
G 92;
Xi1 ;
Zi1 ,
где Xi1 и Zi1 – новые координаты исходной точки начала обработки данным резцом.
Xi 1 = Xi – ΔX ; Z i1 = Zi – ΔZ, (20)
где Xi и Zi – координаты точки окончания работы предшествующего инструмента.
После завершения работы данным инструментом необходимо в программе предусмотреть отмену коррекции. Отмена коррекции производится также тремя кадрами:
G 92;
Xi;
Zi.
Для повышения точности технологического процесса действительные размеры деталей следует определять статистически при ограниченном количестве изготовленных деталей как средние арифметические по формулам:
 (21)
(21)
где i = 1, 2, 3 ... n – номер деталей в пробной партии.
При составлении управляющей программы рекомендуется использовать сведения, предложенные в виде примера написания одного кадра программы:
N 005 G05 X 15,3 Z -122,5 S31500 F0,2 T3*
где N005 – пятый номер кадра программы;
G05 – подготовительная функция, код которой означает, что после выполнения данного кадра торможение не производить;
Х 15,3 – перемещение инструмента на 15,3 мм в положительном направлении оси ОХ;
Z – 122,5 – также перемещение инструмента, но уже по оси OZ в отрицательном направлении на величину 122,5 мм;
S3 1500 – режим обработки с частотой вращения шпинделя, а именно
n = 1500 об/мин;
F 0,2 – также режим работы. Подача So = 0,2 мм/об;
ТЗ – команда, по которой вводится в работу инструмент, закрепленный в третьем гнезде головки;
* – символ, означающий конец кадра программы.
7. СОДЕРЖАНИЕ ОТЧЕТА
Отчет должен включать:
1) расчетную часть, подготовленную в соответствии с порядком выполнения работы и индивидуальном заданием;
2) операционную расчетно-технологической карту с эскизами, выполненными согласно требованиям технологии машиностроения для каждого установа, с режимами обработки, с эскизами всех применяемых инструментов и траекториями перемещения инструментов;
3) программу обработки данной детали на станке 16К20Ф3С32;
4) результаты анализа обрабатываемой детали на технологичность.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы основные технические и технологические возможности станка 16К20ФЗС32? Каков диапазон частот вращения шпинделя станка?
2. Пользуясь данными рис. 1, пояснить содержание переходов с 1 по 14. Дать обоснование такой последовательности.
3. Каковы ваши рекомендации по повышению технологичности, полученной для обработки детали?
4. Выявить пути повышения производительности токарного станка с ЧПУ данной модели.
5. В какой последовательности осуществляется корректировка размеров деталей с использованием оперативной системы управления?
Дата добавления: 2017-10-09; просмотров: 1319;