Условия существования дуги
Газы и пары материалов состоят из нейтральных атомов и молекул, а потому не электропроводны. Газовая среда становится проводником электрического тока при возникновении в ней электрически заряженных частиц – электронов и ионов, т.е. когда газ ионизирован (полностью или частично).
Ионизация – образование из атомов положительных или отрицательных ионов.
В процессе существования дугового разряда катодное пятно эмитирует (испускает) электроны, которые под действием электрического поля движутся к аноду. Энергия, затраченная на испускание одного электрона, называется работой выхода. При сварке плавящимся электродам эту энергию получают за счет теплоты, выделяющейся на торце электрода при прохождении тока короткого замыкания в момент кратковременного касания электродом изделия. Электроны разгоняются электрическим полем в катодном пространстве и приобретают энергию, необходимую для ионизации нейтральных атомов при столкновении с ними, по схеме.
ē → А0 = А++2ē
где: А0 – нейтральный атом; ē – заряд электрона, равный 1,59∙10-19 Кл (Кулона); А+ - положительный ион.
Таким образом, для возникновения электрической дуги необходимы условия:
- эмиссия электронов с поверхности катода;
- объемная ионизация в межэлектродном пространстве (дуговом промежутке);
- наличие разности потенциалов.
В столбе дуги, наряду с ионизацией, происходит обратный процесс, называемый рекомбинацией, т.е. образование нейтральных частиц при взаимодействии положительных ионов с электронами. При рекомбинации затраченная на ионизацию энергия, выделяется в виде мощного потока инфракрасного, светового и ультрафиолетового излучения.
ē → А+ = А0 + Q + hυ
где: Q – теплота, идущая на нагрев столба дуги; h – постоянная планка, эрг/с; υ – частота колебаний, I/с.
Возбуждение дуги можно осуществить способами:
- коротким замыканием электрода на деталь;
- путем приложения к электродам высокого напряжения.
В первом случае происходит нагрев катода до высокой температуры, благодаря чему после размыкания возникает электронная эмиссия и, как следствие, ионизация газового промежутка.
Во втором случае параллельно электрической цепи подключают специальный прибор – осциллятор, подающий на дуговой промежуток импульсы высокого напряжения 2…15 кВ с частотой 50…160 кГц, но малой мощности. Высокая частота устраняет опасность поражения сварщика током высокого напряжения.
Статическая вольт - амперная характеристика
сварочной дуги
Статической вольт - амперной характеристикой (ВАХ) дуги является зависимость напряжения дуги от величины сварочного тока при устойчивом ее горении и заданных постоянных условиях.
Устойчивое горение дуги – это возможность гореть не ограниченное время при заданных условиях или время сосуществование дуги не соизмеримо велико со временем протекания в ней переходных процессов.
К заданным условиям относятся длина дуги (расстояние между электродами или основным металлом и электродом), диаметр электрода, материал электрода и основного металла, а так же среда, в которой горит дуга (рис.2).
ВАХ дуги имеет три ярко выраженных участка.
Первый участок – падающий. (а-б)
При малых токах и повышенном напряжении дуга перемещается, т.е. анодное пятно меняет место, и столб дуги не прямолинейный.
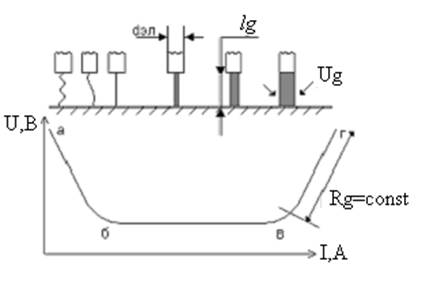
Рис. 2 Статистическая вольт – амперная характеристика дуги.
При малых токах и повышенном напряжении дуга перемещается, т.е. анодное пятно меняет место, и столб дуги не прямолинейный. С ростом тока столб дуги спрямляется и резко возрастает его проводимость, в результате него напряжение на дуге падает.
Второй участок – горизонтальный.(б-в)
Столб дуги прямолинейный, анодное пятно фиксируется. С ростом тока увеличивается проводимость столба за счет роста диаметра столба дуги и катодного – анодного пятна до диаметра электрода при этом напряжение на дуге практически остается постоянным.
Третий участок– возрастающий.(в-г)
Катодное и анодное пятно не растет с увеличением тока дуги. Проводимость и сопротивление ее остаются постоянными, в тоже время напряжение на дуге растет. На данном участке ВАХ выполняется закон Ома. Изменение ВАХ дуги в зависимости от условий горения дуги представлено на рис. 3.
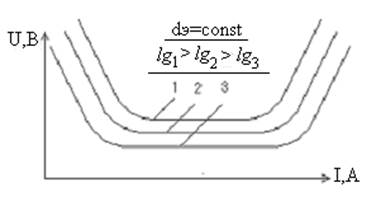
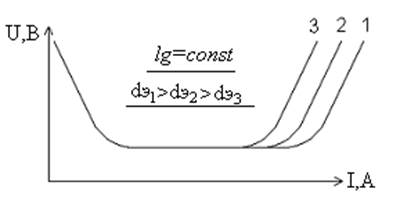
Рис 3. Статическая вольт-амперная характеристика дуги при изменении а- длины дуги lg и б- диаметра электрода dэл.
Температура в дуге
Дуга постоянного тока характеризуется неодинаковым выделением тепла на аноде и катоде. Данные о температуре катодного и анодного пятен в зависимости от материала электродов при горении дуги в воздухе приведены в табл. 1.
Таблица 1
Температуры анодных и катодных пятен для различных материалов.
| Материал электродов | уголь | железо | медь | никель | вольфрам | |
| Температура пятен, 0К | Катодное | |||||
| Анодное |
Анализ таблицы 1 показывает, что при открытых дугах, горящих в воздухе, анод нагревается интенсивнее, чем катод. Это позволяет судить о полярности электродов по степени нагрева анода и катода при горении дуги.
Температура в дуге колеблется 4000 ÷ 14000 0К и зависит от условий ее существования. Температуру обычной сварочной дуги ориентировочно можно определить по эмпирической формуле:
Тg = 800 Ui
Где: Ui – потенциал ионизации газа столба дуги.
Для сварочных процессов температуру дуги принимают ≈ 5000÷8000 0К. Излучение дуги близко к солнечному с небольшим сдвигом максимума в сторону более длинных волн.
Дата добавления: 2017-09-19; просмотров: 1723;