Процесс производства волокна лавсан
Можно разделить на самостоятельные стадии:
- получение полимера ПЭТ;
- формование волокна,
- переработка сформованного волокна в готовую продукцию.
5.1 Получение ПЭТ
 Технологическая схема производства ПЭТ может быть периодической или непрерывной и включает:
Технологическая схема производства ПЭТ может быть периодической или непрерывной и включает:
- растворение или расплавление ДМТ в ЭГ;
- переэтерификацию ДМТ;
- поликонденсацию ДГТ;
- литье расплава и гранулирование ПЭТ;
- сушку гранулята.
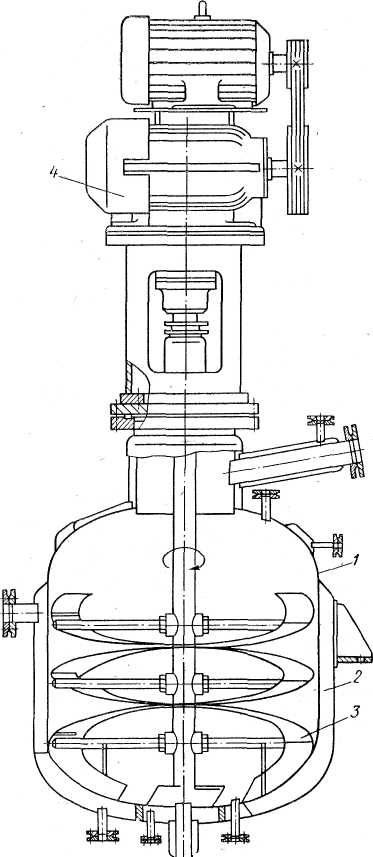
 Периодическая схема с использованием в качестве сырья ДМТ и ЭГ. Основным технологическим оборудование является автоклав. Автоклав для расплавления ДМТ представляет собой сосуд с коническим днищем, стенки из нержавеющей стали, снабжен рубашкой и мешалкой, в которых циркулирует теплоноситель с температурой 130-150оС, в рубашке давление пара 0,4-0,6 МПа. Но может применяться и ВОТ: динил, мобильтерм-600, АТМ-600.
Периодическая схема с использованием в качестве сырья ДМТ и ЭГ. Основным технологическим оборудование является автоклав. Автоклав для расплавления ДМТ представляет собой сосуд с коническим днищем, стенки из нержавеющей стали, снабжен рубашкой и мешалкой, в которых циркулирует теплоноситель с температурой 130-150оС, в рубашке давление пара 0,4-0,6 МПа. Но может применяться и ВОТ: динил, мобильтерм-600, АТМ-600.
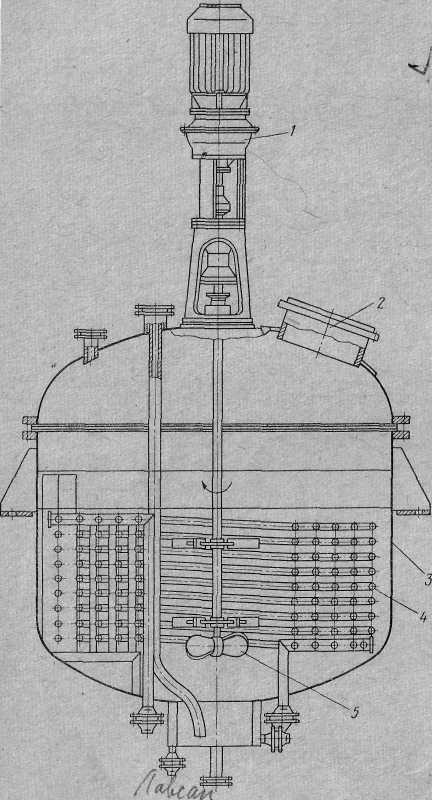
| Рис 82 –Автоклав для переэтерефикации |
| Рис 81 –Автоклав 1 – двигатель, 2 редуктор, 3 – муфта; 4 – штуцер; 5 – рубашка; 6 - электронагреватели; 7 – литьевая головка; 8 – мешалка; 9 – загрузочный люк. |
В качестве теплоносителя применяют жидкий ВОТ, ароматизированное масло АМТ-300 или водяной пар давлением 4,5 МПа (45 кгс/см2). На крышке автоклава на штуцере 2 установлена насадочная колонка, для улавливать возгоняющийся ДМТ и возвращать в аппарат ЭГ, пропуская метанол. Насадочную часть колонки заполняют кольцами Рашига 1. В верхней части колонки помещен трубчатый обратный холодильник 2. Для предотвращения разрушения автоклава от взрыва на крышке аппарата на специальном штуцере устанавливается противовзрывная мембрана.
Температура до 160оС.
Частота вращения мешалки 60-200 об/мин.
 Время 1-1,5 часа.
Время 1-1,5 часа.
ДМТ конденсируется и оседает на кольцах Рашига, пары ЭГ конденсируются в холодильнике. Сконденсированный гликоль стекает вниз.
Поликонденсация – образование ПЭТ из ДГТ.
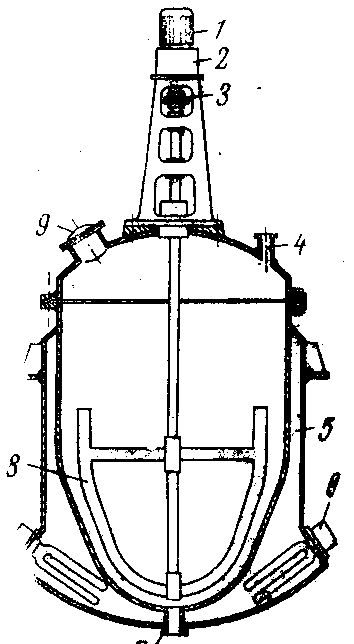
Автоклав для поликонденсации в отличие от автоклава для переэтерификации не имеет внутреннего змеевика; обогревается он наружной приварной рубашкой 2, в которую подаются пары ВОТ. Интенсивное перемешивание вязкого полимера обеспечивает тихоходная винтовая ленточная двухзаходная мешалка 3. Т.к. процесс поликонденсации проходит под вакуумом, уплотнение вала мешалки выбрано с учетом надежной герметичности аппарата при вращающемся вале. К разгрузочному штуцеру автоклава крепится литьевая фильера.
| Рис 83-Автоклав для поликонденсации |
Контроль процесса поликонденсации, т.е. готовность полимера, заключается в определении вязкости расплава. Чем выше молекулярный вес расплавленного ПЭТ, тем выше при одной и той же температуре вязкость расплава и тем больше сопротивление вращению мешалки в аппарате и потребляемая мощность.
Литье расплава и гранулирование ПЭТ
Расплав выдавливают в виде ленты через щелевую фильеру на вращающийся барабан охлаждаемый водой (70-80о), ленты далее охлаждается в горизонтальной ванные и направляется на резку в гранулятор (продольная и поперечная резка).
Сушка
Проводится в барабанных сушилках 10-20 ч при 110-130оС при загрузке за цикл 2-3 т. Сушилка обогревается острым паром через рубашку и змеевик.
Высушенный гранулят направляют на формование.
5.2 Формование волокна
Формование с использованием полученного гранулята на прядильных машинах.
5.3 Переработка сформованного волокна в готовую продукцию
Состоит в следующем:
- комплектация невытянутого жгута (комплектуется из отдельных нитей из каждого контейнера (таза);
- ориентационная вытяжка (при нагревании на вытяжных станах на 300-400% на первых станах и на 50-100% на 2и3 станах);
- гофрировка жгута (придание извитости за счет механического сжатия и прессования – для удобства смешения с другими волокнами);
- термофиксация жгута (для получения устойчивой формы витка, снижения усадки, стабильности волокна, повешения равномерности при окрашивании при температуре 110-150оС 15-20 мин);
- резка жгута и упаковка готового волокна в кипы (для смеси с хлопком 35-40 мм, с шерстью и льном 65 мм).
Вопросы для закрепления
1.Стадии производства лавсана?
2.Аппараты для производства лавсана?
3. Стадии отделки волокна?
Литература
1. Семчиков Ю.Д. Высокомолекулярные соединения. – М.: Академия, 2010.
2. Панова Л.Г. Термопластические связующие в производстве полимерматричных композиционых материалов: учебное пособие / Л.Г. Панова, Е.В. Плокунова- Саратов.: Сарат.гос.техн.ун-т, 2011 ,129 с.
3. Захарова Н.Д. Оборудование и основы проектирования заводов резиновой промышленности / Н.Д. Захарова. – Л.: Химия, 2004, - 504 с.
4. Абалонин Б. Е. Основы химических производств: учеб. / Б. Е. Абалонин, И. М. Кузнецова, X. Э. Харламниди. - М.: Химия. - 2001. - 472 с.
5. Крыжановский В.К., Кербер В.В. Производство изделий из полимерных материалов: учебник для вузов/ В.К. Крыжановский, В.В, Кербер - СПб.: Профессия, 2004 -464 с.
6. Осошник И.А. Производство резинотехнических изделий: учеб. пособие / И.А.Осошник, Ю.Ф.Шутилин, О.В. Карманова; под ред. Ю.Ф.Шутилина. – Воронеж, 2007. – 533.
7. Резниченко Е.В. Эластомерные материалы и изделий – из прошлого в будущее / Е.В. Резниченко // Каучук и резина. – 2010. - №2. – С. 36-43.
8. Аверко - Антонович Л. А. Химия и технология синтетического каучука / Л. А. Аверко - Антонович, Ю. О. Аверко - Антонович, И. М. Давлетбаева, П. А. Кирпичников. - М.: Химия, 2008. - 357 с.
9. Захарова Н.Д. Оборудование и основы проектирования заводов резиновой промышленности / Н.Д. Захарова. – Л.: Химия, 2004, - 504 с.
10. СанПин 2.2.1/2.1.1.1200-03 «Санитарно-защитные зоны и санитарная классификация предприятий, сооружений и иных объектов– М.: Изд-во стандартов, 2003. – 28 с.
11. СНиП 23 - 05 - 03. Естественное и искусственное освещение. - М.: Стройиздат, 2003. - 136 с.
Дата добавления: 2017-09-19; просмотров: 610;