Последующая обработка полиамидных нитей
Бобины с невытянутыми нитями из прядильного цеха выдерживают в буферной камере или в текстильном цехе в кондиционных условиях (температура 21-23 и относительная влажность 55-65) не менее 12 часов – для усреднения свойств нити на бобине по слоям паковки и для равномерного распределения влаги и замасливателя.
Последовательность проведения операций обработки капроновых нитей:
- вытяжка,
- крутка с перемоткой на перфорированные бобины,
- отделка (удаление нмс и фиксация крутки),
- сушка,
- кондиционирование,
- перемотка на конические патроны,
- сортировка.
Капроновые нити, предназначенные для производства различных технических изделий, выпускают с завода на конических бобинах и подвергают тем же операциям последующей обработки. Технические (кордные) нити линейной плотности 93,5 и 187 текс почти полностью перерабатываются на заводе в кордную ткань. В этом случае в комплекс текстильных операций входят операции крутки кордных нитей и ткачества кордной ткани.
До последнего времени обработка капроновых нитей (как и других полиамидных нитей) начиналась с операции предварительной крутки. До вытяжки нити в зависимости от толщины сообщалась крутка от 50 до 100 витков/м. Предварительная крутка придает нити компактность, что облегчает процесс ее вытяжки, при этом уменьшается обрывность элементарных и комплексных нитей и повышается равномерность свойств вытянутых нитей. В последние годы операция предварительной крутки исключена на всех заводах капронового волокна в результате более строгого контроля параметров всех технологических процессов, использования исходного сырья более высокой степени чистоты и применения соответствующих замасливающих составов на машинах. При этом значительно сократились производственные площади и уменьшились затраты труда.
Кольцевые крутильные машины марки К-136-ИЗ, применявшиеся для предварительной крутки нитей, теперь используются - для трощения несортных нитей (объединения совместной круткой двух, трех или большего числа нитей в одну).
4.1 вытяжка нитей
Эта операция осуществляется на крутильно-вытяжных машинах
Из всех операций технологического процесса получения капроновых нитей вытяжка нитей является одной из самых ответственных - определяет качество и свойства нитей - равномерность вытягивания и зависит от многих факторов: молекулярной массы полимера, содержания низкомолекулярных соединений, условий формования (температура и скорость), влажности количества замасливателя, нанесенного на нить, и др.
 Свойства нитей характеризуются не только абсолютными значениями физико-механических показателей, но в значительной степени и равномерностью этих показателей. Колебания температуры и скорости формования, влажности и температуры воздуха в цехе, изменение условий увлажнения и замасливания нити и других параметров технологического процесса приводят к получению нити, отдельные участки которой имеют неодинаковые свойства. Естественно, что при вытягивании такой нити отдельные ее участки будут по-разному вытягиваться, и вследствие этого готовая нить будет обладать неравномерными физико-механическими показателями. Поэтому так важно строгое соблюдение параметров технологического процесса.
Свойства нитей характеризуются не только абсолютными значениями физико-механических показателей, но в значительной степени и равномерностью этих показателей. Колебания температуры и скорости формования, влажности и температуры воздуха в цехе, изменение условий увлажнения и замасливания нити и других параметров технологического процесса приводят к получению нити, отдельные участки которой имеют неодинаковые свойства. Естественно, что при вытягивании такой нити отдельные ее участки будут по-разному вытягиваться, и вследствие этого готовая нить будет обладать неравномерными физико-механическими показателями. Поэтому так важно строгое соблюдение параметров технологического процесса.
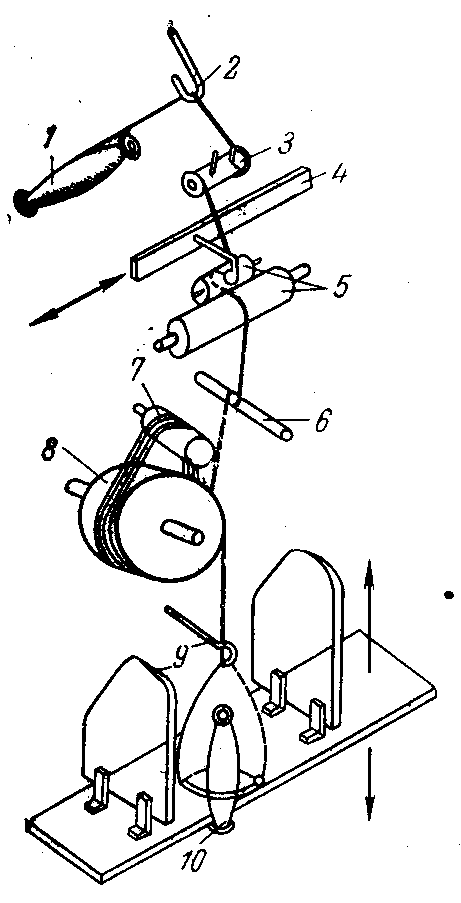
Принципиальная схема крутильно-вытяжного механизма машины КВ-150-И4
| Рис 78- Крутильно-вытяжная машина |
Степень вытягивания (от 1 :2,5 до 1 :6) регулируется изменением скорости вала питателя 5. Сходящая с галеты нить принимается на алюминиевый патрон 10, сидящий на веретене, которое вращается с частотой 8000—10 000 об/мин. Постоянная частота вращения галеты обеспечивает получение нити с постоянной круткой, независимо от степени вытягивания.
Способы вытягивания:
- холодный – 350-400%,
- комбинированный – т.е. холодный и горячий, при этом на 1 стадии на 350-400%, на 2 стадии +100-150%.
Температура на «утюжке» 150-180оС.
Утюжок помещают в зону вытягивания (пластина или 2 диска).
4.2 крутка нитей
Применяют – крутильные этажные машины.
Величина крутки:
- пологая – до 200 в/м,
- повышенная крутка – более 200 в/м.
На этажных крутильных машинах нить принимается - на перфорированные бобины. Это обусловлено – необходимостью последующей операции (отделки).
Докручивание вытянутого капронового волокна до заданной крутки, т. е. окончательное кручение капроновой нити, проводится на этажных крутильных машинах КЭ-200-И2 (рис. 16.24) и КЭ-200-И6М.
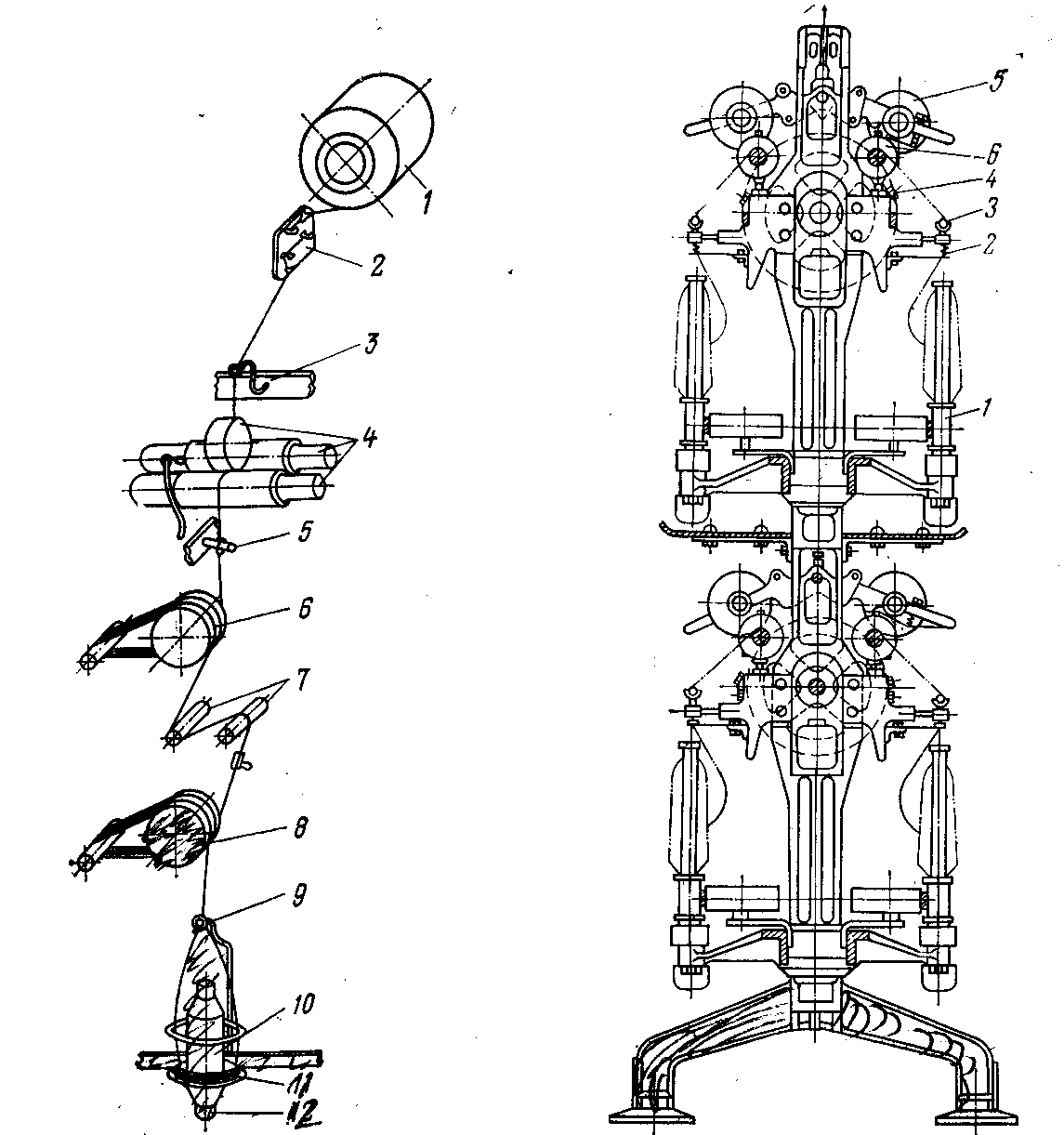
На этих машинах патроны с вытянутой подкрученной нитью устанавливают на веретена 1, расположенные в два яруса по высоте машины. Нить, сходя с быстро вращающегося патрона, получает крутку, проходит центральный нитепроводник 2, огибает полированный прут 3, переходит через нитеводитель 4 и наматывается на цилиндрическую перфорированную бобину 5, приводимую в движение фрикционным цилиндром 6. Таким образом, нити докручиваются и одновременно перегоняются на перфорированные бобины с образованием паковки, соответствующей по характеру раскладки нити, плотности и форме намотки требованиям отделки нити на бобине.
| Рис 79- Крутильная машина КЭ-200-И2 |
4.3 Отделка нитей
Назначение отделки: удаление нмс, нанесение замасливателя, фиксация крутки.
Отделка проводится: путем обработки горячей водой.
Способность к усадке:
- до термической обработки – 8-15%,
- после обработки (в свободном состоянии) – 3-3,5%.
Параметры отделки:
- температура промывной воды – 80-90оС,
- под давлением – 0,3 МПа,
- продолжительность – 1-2 часа.
Для отделки применяются:
- коллекторные аппараты, моечные ящики и отделочные агрегаты ОИК-2;
- по принципу действия все они аналогичны: жесткие перфорированные бобины устанавливают на свечи, в которые подается вода;
- т.к. бобина – жесткая паковка, то при обработке горячей водой снимаются напряжения в нити, фиксируются свойства и снижается способность к усадке.
Особенность отделки капроновой нити повышенной крутки (технической нити): вместо отделки нить подвергают термической обработке острым паром при температуре 125-130оС (т.к. содержание нмс в ней незначительное).
Следующая операция после отделки – отжим на центрифугах или продувкой пара или воздуха.
4.4 Сушка и кондиционирование нитей
Проводят в тоннельных сушилках на бобинах, при температуре 85-90оС в течении 3-4 часов. Затем кондиционируют (выдерживают) примерно 18 часов при относительной влажности воздуха 55-65%. Нить приобретает равновесную влажность 3,5-4,5%.
4.5 Перемотка нитей
Назначение: перемотка на конические шпули для получения удобной товарной паковки.
Оборудование – бобинажно-перемоточная машина.
Одновременно: нить замасливают – наносят 4-6% безводного замасливателя (вазелиновое масло + стеорокс + алеиновая кислота и др.).
Плотность намотки – 500-700 кг/м3.
Масса паковки – 600 гр.
4.6 Сортировка нитей
Необходима: для установления сортности нити в соответствии с ГОСТом.
Устанавливают сортность:
- по физико-механическим показателям,
- внешним признакам,
- внутрипаковочным дефектам.
Затем бобины упаковывают (ярлык, номер работницы, толщина) в картонные коробки, коробки перевязывают и помещают в контейнер или деревянный ящик.
Дата добавления: 2017-09-19; просмотров: 753;