Лекция 28.Производство целлофана
Особенности получения
Целлофан – это гидратцеллюлозная пленка полученная из вискозы. Толщина пленки характеризуется титром. Вес одного квадратного метра пленки в граммах называется титром(титр составляет 30- 60 г.). Целлофан хорошо окрашивается в массе и применяется для упаковки пищевых продуктов (виде листов или колбасной оболочки), в парфюмерии, в табачной промышленности, в типографии, в медицине (искусственная почка).
Целлофан выпускают в виде листов или в виде колбасной оболочки.
Особенности производства
Состав вискозы
1)ОВЦ 9-9,5%
Щелочь 5-5,5%
Содержание ОВЦ высокое следовательно вязкость вискозы большая. Содержание щелочи низкое - вискоза экономичная.
Расход сероуглерода составляет 28-30%.
Зрелость вискозы по NH4Cl 8-9 мл. (вискоза зрелая – коагуляция происходит быстро).
Состав осадительной ванны: H2SO4 – 130-132 г/л
ZnSO4 - -------------
Na2SO4 -195-200 г/л
Температура – 46-480С
ZnSO4 в осадительной ванне отсутствует, т.к основным свойством целлофана является эластичность, а а не прочность.
Для получения целлофана используют целлофановый агрегат в состав которого входят: формовочная часть, отделочная, сушильные барабаны и приемный механизм.
Для получения пленки применяют щелевую фильеру, а для получения колбасной оболочки кольцевую фильеру. Скорость формования для целлофана до 75 м/мин. В отделочных операциях необходимо включать стадию пластификации пленки, которую проводят глицерином(содержание глицерина в готовой пленки до 14%).
Аппаратурное оформление производства целлофана
Целлофан получают на целлофановой машине мокрым способом
Схема целлофанового агрегата
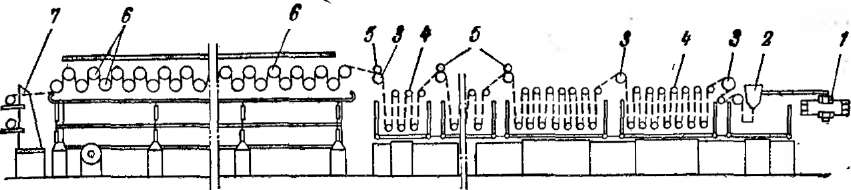 Формовочная и отделочная части целлофановой машины представляют собой проходной аппарат, состоящий из ряда барок, оборудованных системой направляющих роликов 4, по которым пленка проходит внутри барок, и передаточными 3 и отжимными 5 валами (диаметром 205 мм), передающими пленку из одной барки в другую и отжимающими жидкость во избежание попадания ее в другие барки.
Формовочная и отделочная части целлофановой машины представляют собой проходной аппарат, состоящий из ряда барок, оборудованных системой направляющих роликов 4, по которым пленка проходит внутри барок, и передаточными 3 и отжимными 5 валами (диаметром 205 мм), передающими пленку из одной барки в другую и отжимающими жидкость во избежание попадания ее в другие барки.
| Рис. 67- Схема целлофановой машины: 1--тарельчатый фильтр; 2—фильера; 3—передаточные валы для пленки; 4—направляющие ролики в барках; 5—отжимные валы; 6—сушильные цилиндры; 7—приемный механизм. |
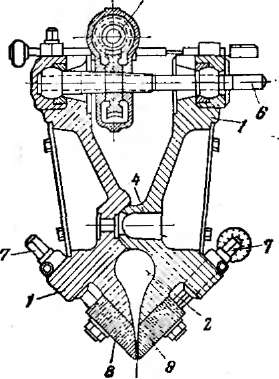 Зазор между пластинами можно легко регулировать с точностью до 0,01 мм при помощи специального устройства. Передняя стенка 4 шарнирно прикреплена к фильере. Вращая маховичок верхнего винта 6, можно пластину 9 приближать или удалять от пластины 8, увеличивая или уменьшая тем самым щель. Верхним винтом ширина щели может регулироваться с точностью до 1 мм. Регулировка щели с точностью до 0,1 мм осуществляется при помощи среднего ряда винтов, сжимающих стенки фильеры. Окончательная регулировка ширины щели с точностью до 0,01 мм производится нижними винтами 7. Обычно ширина щели составляет 0,3 мм, длина — почти в два раза больше ширины готовой пленки, сходящей с сушильных барабанов, так как во время отделки и сушки пленка усаживается в поперечном направлении в среднем на 43—46%.
Зазор между пластинами можно легко регулировать с точностью до 0,01 мм при помощи специального устройства. Передняя стенка 4 шарнирно прикреплена к фильере. Вращая маховичок верхнего винта 6, можно пластину 9 приближать или удалять от пластины 8, увеличивая или уменьшая тем самым щель. Верхним винтом ширина щели может регулироваться с точностью до 1 мм. Регулировка щели с точностью до 0,1 мм осуществляется при помощи среднего ряда винтов, сжимающих стенки фильеры. Окончательная регулировка ширины щели с точностью до 0,01 мм производится нижними винтами 7. Обычно ширина щели составляет 0,3 мм, длина — почти в два раза больше ширины готовой пленки, сходящей с сушильных барабанов, так как во время отделки и сушки пленка усаживается в поперечном направлении в среднем на 43—46%.
Фильера устанавливается таким образом, чтобы нижний конец ее был погружен в осадительную ванну на глубину около 20 мм.
| Рис. 68- Фильера целлофановой машины: 1—корпус; 2—полость фильеры; 3—щель; 4—передняя стенка шарнирного механизма; 5—ось маховика; 6—верхний регулирующий винт; 7—нижние регулирующие винты; 8 и9—пластины, образующие щель фильеры. |
Во всех случаях ось симметрии фильеры должна совпадать с касательной к первому валу или направляющему стержню. В противном случае пленка, выходящая из фильеры, прижимается к одной стороне щели, и нарушается правильность формования: с одной стороны фильеры вискоза вытекает за край щели, не коагулируя, с другой стороны фильеры она начинает коагулировать еще до выхода из щели.
Для получения высококачественного целлофана поверхность пластин, образующих щель фильеры, должна быть тщательно отполирована. Без такой полировки невозможно получить гладкий прозрачный целлофан без продольных штрихов и полос, которые образуются в том случае, когда поверхность пластин шероховата.
Большое значение имеет форма краев пластин, образующих щель фильеры. Нижние края пластин обычно делаются не острыми, а закругленными. При такой форме краев легче избежать образования на целлофане царапин и штрихов. Зеркальная отделка краев щели фильеры достигается, шлифованием пластин на специальном станке наждачной бумагой, пропитанной минеральным маслом, и полировкой их бумагой с крокусом.
Для подачи вискозы перед машиной устанавливают дозирующий зубчатый насос и рамный или тарельчатый фильтр- пресс.
Машина работает от одного электродвигателя, движение от которого передается через два редуктора двум продольным валам. От одного из них приводятся в движение механизмы сушильной части, от другого — направляющие валики проходного аппарата. Благодаря наличию редукторов можно регулировать скорости в отдельных частях машины таким образом, чтобы не препятствовать свободной усадке пленки на каждой технологической операции. Сушильная часть машины состоит из обогреваемых цилиндров, на поверхности которых сушится влажная пленка, и не обогреваемых цилиндрах для охлаждения пленки.
По выходе из сушильной части машины целлофан наматывается на бумажную гильзу (бобину), которая приводится во вращательное движение от главного вала машины через фрикционную передачу. Если фильера выполнена в виде кольца, то вместо листового целлофана получается трубка, которую используют как оболочку для колбасных изделий.
В этом случае осадительная ванна должна подаваться не только к наружной поверхности, но и внутрь оболочки, а образующиеся внутри оболочки газы выпускаются наружу через прорези в оболочке.
Отделка целлофана
При отделке пленки проводят в основном те же операции, что и при отделке вискозного волокна (промывка, десульфурации, отбелка и кисловка с промежуточными и окончательными отмывками). Для упрощения технологического процесса из числа отделочных операций при производстве целлофана часто исключают процесс отбелки, а иногда и кисловки.
Процесс отделки целлофана включает одну дополнительную операцию, которая не применяется при отделке вискозного волокна,— пластификацию пленки. Пластифицированная пленка более эластична и имеет повышенную прочность при изгибе.
В первой группе барок пленка промывается водой с целью удаления кислоты и солей, а также для частичного вымывания из нее серы. Во второй группе барок проводится десульфурация. По выходе из осадительной ванны свежесформованная пленка содержит до 1 % серы. Часть серы смывается с пленки теплой водой. Окончательно сера удаляется обработкой раствором №ОН. Обычно применяют разбавленные растворы едкого натра (3—4 г/л) при температуре 95 °С. После обработки пленка содержит около 0,07% серы.
В десульфурационной ванне пленка сильно набухает, прочность ее резко понижается, поэтому обрывы происходят главным образом именно на этой стадии процесса.
После десульфурации и последующей промывки пленка остается прозрачной, хотя обладает серовато-желтоватым оттенком. Чтобы сделать пленку совершенно бесцветной, ее иногда отбеливают раствором гипохлорита натрия, содержащим около 2—3 г/л активного хлора. Процесс отбелки пленки, как и волокна, ведут при 20—25 °С. Далее пленка поступает на промывку водой и на кисловку раствором серной кислоты (2,5 г/л) для разложения оставшегося в пленке гипохлорита.
При отсутствии отбелки кисловку применяют для дополнительного удаления с пленки следов железа, которые придают ей бледно-желтую окраску. Иногда исключают также и операцию кисловки.
В качестве пластификатора применяют глицерин. Обычно целлофан, употребляемый для упаковки, содержит 12—16% глицерина. С увеличением содержания глицерина прочность пленки снижается, но значительно увеличивается ее эластичность.
Если требуется цветная пленка, ее окрашивают в процессе изготовления на целлофановой машине растворами прямых красителей при 60—80 °С.
Сушка и намотка пленки в рулоны
По выходе из барки, в которой проводится пластификация глицерином, целлофан поступает в сушильную часть машины, состоящую из двух рядов сушильных барабанов (верхних и нижних), обогреваемых изнутри горячей водой. Число цилиндров зависит от скорости формования пленки.
Режим сушки пленки
| Количество барабанов | Температура | Температура воздуха |
| 1 зона 50 | ||
| 2 зона 35 | 50-55 | |
| 3 зона 15 | 35-40 | |
| 4 зона 15 | - | - |
После сушки пленка поступает на бобину шириной 1,2-1,3 м. Масса пленки на бобине 200-300 кг, средняя длина пленки до 7000 м.
Вопросы для закрепления
1. Целлофан-это?
2.Особенности производства целлофана?
3. Принцип работы целлофанового агрегата?
4. Стадии отделки целлофана?
Лекция 29. Производство ацетатного волокна.
Производство ацетатного волокна. Сырьем для производства ацетатного волокна служит хлопковая или высококачественная древесная целлюлоза. Целлюлозу обрабатывают уксусным ангидридом в присутствии серной кислоты как ускорителя реакции и уксусной кислоты как растворителя образующейся ацетилцеллюлозы.
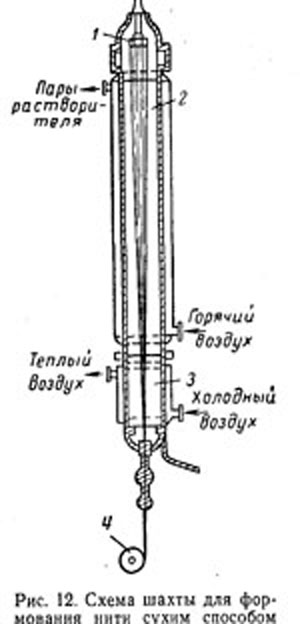 Полученный первичный ацетат (триацетилцеллюлоза) омыляют в присутствии уксусной и серной кислот добавлением небольшого количества воды и в результате получают первичный ацетат (диацетилцеллюлозу), который затем растворяют в смеси ацетона (95%) с водой (5%) и получают прядильный раствор. После фильтрации и удаления воздуха раствор поступает в прядильную машину. Формование ведут по сухому способу. Особенности этого способа заключаются в том, что при этом не происходит никаких химических процессов. Прядильный раствор продавливается через фильеру (24— 120 отверстий с диаметром 0,07— 0,08 мм) и в виде тонких струек попадает в шахту с паровоздушной смесью при температуре 50—85°С. Под действием температуры ацетон испаряется из струек раствора и они затвердевают, превращаясь в нити. Затем нити проходят охладительную камеру, замасливаются (для снижения их электризуемости при переработке) и наматываются на бобину. Скорость формования волокон 250—600 м/мин. Нити ацетатного шелка не требуют специальной отделки, кроме крутки. Они могут быть получены в окрашенном виде, если для производства ацетатного волокна использовать окрашенную целлюлозу или если в прядильный раствор ввести соответствующие красители.
Полученный первичный ацетат (триацетилцеллюлоза) омыляют в присутствии уксусной и серной кислот добавлением небольшого количества воды и в результате получают первичный ацетат (диацетилцеллюлозу), который затем растворяют в смеси ацетона (95%) с водой (5%) и получают прядильный раствор. После фильтрации и удаления воздуха раствор поступает в прядильную машину. Формование ведут по сухому способу. Особенности этого способа заключаются в том, что при этом не происходит никаких химических процессов. Прядильный раствор продавливается через фильеру (24— 120 отверстий с диаметром 0,07— 0,08 мм) и в виде тонких струек попадает в шахту с паровоздушной смесью при температуре 50—85°С. Под действием температуры ацетон испаряется из струек раствора и они затвердевают, превращаясь в нити. Затем нити проходят охладительную камеру, замасливаются (для снижения их электризуемости при переработке) и наматываются на бобину. Скорость формования волокон 250—600 м/мин. Нити ацетатного шелка не требуют специальной отделки, кроме крутки. Они могут быть получены в окрашенном виде, если для производства ацетатного волокна использовать окрашенную целлюлозу или если в прядильный раствор ввести соответствующие красители.
При производстве штапельного ацетатного волокна используют фильеры, имеющие около 200 отверстий. Скорость формования 300—350 м/мин. Полученные жгутики волокон пропускают через гофрировочный станок для придания им извитости, а затем разрезают на штапели определенной длины.
Строение ацетатного волокна. Ацетатные волокна имеют на поверхности продольную штриховатость, более крупную, чем у вискозных нитей. Волокна гладкие, что обусловливает скольжение ткани и смещение нитей в ней. Ацетатные волокна более тонкие по сравнению с вискозными, поэтому блеск их более приятный и напоминает блеск натурального шелка. Получают также профилированные нити плоского или Н-образного поперечного сечения, которые дают искристый блеск, увеличивают объемность и сцепляемость нитей, уменьшают их теплопроводность.
Химический состав ацетатных волокон.
| Рис. 69-Схема шахты для формования сухим способом |
Свойства ацетатных волокон.
Ацетатные волокна отличаются от вискозных тем, что они имеют меньшую гигроскопичность, теплостойкость, прочность на разрыв, стойкость к истиранию, меньше набухают в воде и меньше теряют прочность в мокром состоянии. Вследствие большей упругости ацетатных волокон изделия из них лучше сохраняют форму и лучше в носке, чем изделия из вискозных волокон.
Ацетатное волокно окрашивают специально приготовленными дисперсными красителями, которыми не окрашивают вискозное волокно. Это позволяет на изделиях из ацетатного волокна получать разнообразные колористические эффекты. Ацетатное волокно окрашивается более глубоко и равномерно по сравнению с вискозным. Кроме того, ему можно придать повышенную белизну. Ацетатные волокна в отличие от вискозного характеризуются более высокими теплоизоляционными свойствами, светостойкостью и стойкостью к действию микроорганизмов, пропускает ультрафиолетовые лучи.
Сравнительно высокая электризуемость ацетатных волокон затрудняет изготовление из них тканей. Изделия из ацетатного волокна при тепловых обработках способны образовывать трудноудалимые заломы и ласы. Ацетатное волокно горит желтым пламенем, распространяя специфический кисловатый запах и образуя наплыв темного цвета. Если пламя погасить, волокно медленно тлеет с выделением струйки дыма.
Ацетатные волокна с каждым годом все больше и больше используют для изготовления высококачественных подкладочных и плательных тканей, верхнего трикотажа.
Качество ацетатного волокна может быть повышено путем модификации, т. е. путем изменения структуры волокна и введения различных добавок, не образующих с ацетилцеллюлозой химических соединений. Изменение структуры ацетатного волокна может быть достигнуто тепловой обработкой, в результате чего увеличивается степень упорядоченности макромолекул, что повышает прочность, упругость, теплостойкость волокна и снижает его усадку от нагревания.
Упроченное ацетатное штапельное волокно алон получают частичным ацетилированием высокопрочного вискозного штапельного волокна. Алон характеризуется прочностью до 25 км, удлинением до 23%, повышенной упругостью, теплостойкостью и незначительной тепловой усадкой.
Если в ацетилцеллюлозу добавить небольшое количество раствора пирофосфата алюминия, можно получить огнестойкое ацетатное волокно.
Вопросы для закрепления
1. Сырье для производства ацетатного волокна?
2.Сущность подготовки прядильного раствора?
3. Свойства ацетатных волокон?
Дата добавления: 2017-09-19; просмотров: 612;