Тема 7.Технология производства труб методом экструзии.
Требования к сырью:
высоковязкие экструзионные марки термопластов с низким ПТР (0,3-0,5 г/10 мин) для сохранения формы трубчатой заготовки, исключения самопроизвольной деформации экструдера и обеспечение повышенной механической прочности труб;
– содержание влаги не более 0,1%;
- наличие в рецептуре сажи в количестве 2-2,5% для замедления теплового и светового старения и снижения электризуемости.
В производстве труб используют ПЭВП, ПЭСП, ПП, ПВХ, ПА-12.
Наиболее востребованными являются ПЭ-63, ПЭ-80, ПЭ-100 (сополимеры этилена с a-бутиленом, бутеном и гексеном соответственно) и характеризующихся устойчивостью к распространению трещин.
2. Технологическая схема производства труб. Стадии процесса.
Трубная экструзионная линия состоит из экструдера с прямоточной кольцевой головкой, калибрующего, охлаждающего, тянущего, маркирующего и приемно-намоточного устройств (ЛТ 90х25-76/160).
Операционная схема:
-подготовка и загрузка сырья,
- плавление полимера и гомогенизация расплава,
-формование профиля трубы,
- калибрование,
- охлаждение,
-маркировка трубы,
- намотка в бухты или резка.
2. Влияние технологических параметров на свойства труб.
Параметры экструзии: с увеличением Т экструдата больше блеск и гладкость поверхности труб, меньше анизотропия, лучше условия релаксации напряжений. Но при этом растет перепад между поверхностью трубы и калибратором и, соответственно, остаточные напряжения. В этом случае для более полной релаксации внутренних напряжений и долговечности изделий необходимо увеличение калибрующей насадки.
Частота вращения шнека должна обеспечить заданную скорость выхода расплава и требуемое давление на входе в головку до 30 МПа.
Давление калибрования зависит от Т расплава, диаметра и толщины стенки трубы и подбирается экспериментально.
 От Т охлаждающей воды в вакуумной ванне зависит шероховатость поверхности полиэтиленовой трубы – чем выше Т, тем меньше шероховатость и усадка. Разрежение в вакуумной ванне обеспечивает полный контакт заготовки с калибрующей насадкой и препятствует овализации трубы.
От Т охлаждающей воды в вакуумной ванне зависит шероховатость поверхности полиэтиленовой трубы – чем выше Т, тем меньше шероховатость и усадка. Разрежение в вакуумной ванне обеспечивает полный контакт заготовки с калибрующей насадкой и препятствует овализации трубы.
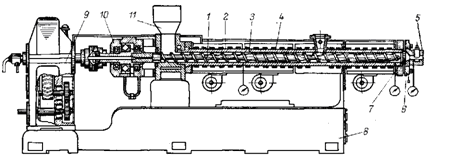
| Рис. 16. Принципиальная схема одночервячного экструдера 1-червяк, 2-корпус, 3-гильза, 4-нагреватели, 5-профилирующий инструмент, 6-адаптер, 7-фильтрующая сетка, 8-станина,9-шестеренчатый редуктор,10-упорный подшипник |
Линейная скорость отвода трубы позволяет компенсировать разбухание экструдата, зависит от наружного диаметра трубы, определяет степень вытяжки трубы и ее прочность. Так, если скорость отвода больше скорости выдавливания, то уменьшается толщина стенки трубы и возникает анизотропия за счет повышения осевой ориентации макромолекул. Рекомендуемая степень вытяжки составляет 1,5-2,0.
3.Устройство экструдера и принцип работы линии производства труб
Одночервячный экструдер (рис. 16) состоит из червяка 1, вращающегося внутри цилиндрического корпуса 2, на котором установлен бункер 11. Внутри корпуса, как правило, запрессовывается гильза 3 с азотированной, закаленной и термообработанной поверхностью. Обогрев корпуса осуществляется нагревателями 4, сгруппированными в несколько (как правило, три или четыре) тепловых зон. На конце корпуса устанавливается головка с профилирующим инструментом 5, соединяющаяся с корпусом экструдера посредством адаптера 6. Между червяком и адаптером располагается решетка с пакетом фильтрующих сеток 7. Корпус устанавливается на станине 8. Осевое усилие воспринимается блоком упорных подшипников 10. Привод червяка осуществляется от регулируемого электродвигателя через шестеренчатый редуктор 9. материала.
4.Схема технологической линии экструзии труб
Расплав из экструдера 1, оснащённого формующей головкой 2, непрерывно выдавливается в виде заготовки кольцевого сечения. Заготовка поступает в калибрующее устройство 3, где происходит её предварительное охлаждение и калибрование по геометрическим размерам, а в охлаждающей ванне 4 труба окончательно охлаждается. Вытяжка и транспортирование раскладки производится тянущим устройством 5, состоящим из двух гусеничных транспортёров с зажимающими башмаками гусениц. Привод транспортёра через вариатор от электродвигателя. Трубы разрезаются на обрезки заданных размеров специальным устройством 6, например дискового или фрезерного типа и укладываются на тележку 7.

Рисунок 17 – Схема технологической линии экструзии труб
4.1Плавление полимера производится за счет передачи тепла от поверхности экструдера к расплаву. Необходимо правильно выбрать температурный режим, чтобы обеспечить плавление и гомогенизацию расплава. На выбор температуры влияют: температура плавления полимера, размер гранул, глубина нарезки шнека. Частота вращения шнека обеспечивает перемещение расплава по длине цилиндра. Производительность экструдера рассчитывается по формуле
где  плотность расплава, кг/м3
плотность расплава, кг/м3
 -скорость течения расплава, м/с
-скорость течения расплава, м/с
 -площадь сечения трубы, м2
-площадь сечения трубы, м2
 –количество фильер в формующей головке
–количество фильер в формующей головке
 -производительность экструдера, кг/с
-производительность экструдера, кг/с
Производительность экструдера не должна быть максимальной с целью регулирования технологических параметров и исключение пульсации расплава. Скорость течения расплава выбирается с учетом скорости охлаждения профиля трубы в ванне. На выбор скорости течения расплава оказывает влияние турбулентные потоки. Необходимо исключить образование турбулентных потоков при течении расплава.
4.2Формирование профиля трубы
Формирование профиля трубы производится в формующей головки. Различают: прямоточную, z- образную, угловую. Основными параметрами формирования профиля трубы являются температура расплава, скорость течения и степень вытяжки трубы.
Чем выше температура, тем меньше ориентация молекул, тем меньше анизотропия.
4.3Калибрование трубы
Калибрование производится с целью предварительного охлаждения профиля трубы и придания профилю определенных размеров. Калибрование проводят по наружному или внутреннему диаметру под действием воздуха или вакуума.
Из формующей головки расплав под действием воздуха поступает в калибрующую гильзу насадку. За счет воздуха расплав раздувается к поверхности гильзы. Под действием охлаждающей воды подаваемой в каналы гильзы, образуется твердый слой полимера, и труба приобретает определенные размеры. Внутри калибрующей гильзы устанавливают плавающую пробку, которая цепями крепится к формующей головки. Основным параметром процесса калибрования является температура охлаждающей воды, давление воздуха. Чем ниже температура охлаждающей воды, тем продолжительность охлаждения меньше, следовательно, уменьшаются и силы трения. Быстрое охлаждение ухудшает качество трубы. Чем выше температура охлаждения, тем блеск трубы выше, за счет однородности структурных преобразований. Давления воздуха выбирают в зависимости от диаметра трубы и толщины стенки.
4.4Охлаждение трубы
Охлаждение трубы можно производить в ванне или методом орошения. При движении трубы в горизонтальном направлении образуется пузырьки на её поверхности за счет разных температур на верхней и нижней стороне. Для перемещения жидкостей в ванне используют форсунки, барбатажные трубки и перемещение воды в ванне спиральным потоком. Основным параметром процесса температура охлаждающей воды. Чем ниже температура, тем продолжительность охлаждения меньше, но вероятность образования структурной неоднородности возрастает.
5. Виды дефектов труб, причины возникновения и способы устранения (СРС).
Нестабильность сырья и отклонение от заданных технологических параметров приводит к ухудшению качества изделий и возникновению брака: овальности, шероховатости внутренней поверхности, отклонению наружного и внутреннего диаметров, утолщениям, снижению прочности, удлинения, стойкости к внутреннему гидростатическому давлению и уменьшению производительности.
Вопросы для закрепления знаний
1. Требования к сырью?
2. Стадии производства труб?
3. Параметры производства труб?
4. Дефекты труб?
Дата добавления: 2017-09-19; просмотров: 462;