Тема 9. Основные технологические факторы и режимы литья под давлением
Литье осуществляется или в режиме интрузии, или в инжекционном режиме.
При интрузионном режиме расплав постепенно подается в форму вращающимся шнеком до заполнения ее на 70-80%, а затем оставшаяся часть дозы впрыскивается в форму за счет поступательного движения шнека.
При инжекционном режиме вращение шнека ведется только в период набора дозы материала и его пластикации в инжекционном цилиндре литьевой машины, а подача расплава в форму осуществляется только за счет поступательного движения шнека. Режим интрузии используется при изготовлении крупногабаритных толстостенных изделий на том же оборудовании, но инжекционный цилиндр снабжен соплом с широким каналом.
Основные стадии процесса
Загрузка сырья проводится через загрузочный бункер и окно в цилиндре литьевой машины (рис.17,а). В пластикационном цилиндре проводятся нагрев материала до перехода в вязкотекучее состояние, уплотнение и гомогенизация расплава. Необходимая температура расплава создается за счет двух источников тепла: внешнего обогрева цилиндра и перехода в тепло работы сил трения, возникающих при деформировании материала вращающимся шнеком.
Нагреваемый шнеком расплав при закрытом сопле накапливается в зоне дозирования и за счет развивающегося в материале давления шнек перемещается назад. Скорость отхода шнека регулируется путем создания в гидроцилиндре узла впрыска противодавления.
Заполнение формы расплавом начинается после подготовки необходимой дозы расплава и смыкания формы. Останавливается вращательное движение шнека и под действием усилия, развивающегося в гидроцилиндре впрыска, шнек движется вперед и через сопло и литниковую систему подает расплав в форму.
Движение расплава термопласта в полости формы сопровождается его охлаждением при соприкосновении со стенкой формы. На стенках формы образуется канал из высоковязкого неподвижного материала, внутри которого течет расплав.
В форме материал выдерживается под давлением. Данная операция необходима для отвердевания материала в литниках формы, чтобы при отводе сопла не произошло значительного вытекания материала из формующей полости и для уплотнения материала, что снижает усадку при охлаждении изделия вне формы.
После окончания выдержки под давлением механизм пластикации и впрыска отводится от формы. Давление внутри цилиндра сбрасывается до давления подпора и начинается дозирование следующей порции расплава.
В форме материал охлаждается и завершается процесс формирования структуры изделия. На этой стадии скорость охлаждения выше, чем в период выдержки под давлением.
К технологическим параметрам литья под давлением относятся:
-температура расплава
- температура пластикационного цилиндра,
-температура формы,
-давление в форме,
-удельное давление литья
- продолжительность стадий цикла.
Температура расплава зависит от поверхности изделия, от толщины стенки, от термостойкости. С увеличением температуры увеличивается облой за счет затекания расплава в разъемы формы.
Температура пластикации должна быть выше температуры текучести полимера на 10 – 20°С. При более высоких температурах уменьшается вязкость расплава, облегчаются условия формования, повышается производительность литьевой машины, но увеличивается скорость термической и термоокислительной деструкции.
ПЛАСТИКАЦИЯ - это процесс превращения пластических масс в расплав с целью облегчения их переработки в изделия.
Давление в форме зависит от поверхности литника и формы и гнездности формы.
Температура формы должна быть меньше температуры размягчения полимера, но слишком низкая температура формы может быть препятствием к нормальному её заполнению при впрыске.
Выбор оптимальной температуры определяется способностью полимера к кристаллизации, скоростью кристаллизации, его теплофизическими свойствами, а также конструктивными особенностями формы, давлением литья и температурой поступающего в форму расплава.
Время цикла формования определяется временем пластикации материала, временем впрыска материала в форму и выдержки под давлением, временем охлаждения изделия в форме.
Время пластикации зависит от теплопроводности полимера и характеристик нагревательного цилиндра. На общее время цикла почти не влияет.
Стадия выдержки под давлением заканчивается в момент застывания расплава в впускных каналах. Затрачиваемое время зависит от температуры расплава и формы, а также от формы и размеров литниковой системы.
Время охлаждения определяется температурой расплава, формы и объемом отливки. Вносит наибольший вклад в общее время цикла.
Усилие смыкания формы и удельное давление литья характеризуют конструктивные особенности узла смыкания и определяют возможность изготовления изделия на данном термопласт автомате и максимальную площадь отливаемого изделия.
Удельное давление –давление необходимого для заполнения формы и формования в ней изделия с требуемой плотностью
Вопросы для закрепления знаний
1. Режимы литья под давлением?
2. Параметры литья под давлением?
3. Пластикация-это?
4. От чего зависит время формования?
Тема 10.Штамповка
 Холодная штамповка осуществляется благодаря способности аморфных полимеров к вынужденной эластичности, а кристаллических — к значительным деформациям ниже температуры плавления. Заготовка заданного объема, нагретая до сравнительно низкой температуры (ниже температуры стеклования или ниже температуры плавления, в случае кристаллических полимеров), деформируется в замкнутой пресс-форме с высокой скоростью; удельные давления формования могут достигать 150-200 МН/м2. Необходимость охлаждения изделия в форме из-за низкой температуры формования практически отпадает.
Холодная штамповка осуществляется благодаря способности аморфных полимеров к вынужденной эластичности, а кристаллических — к значительным деформациям ниже температуры плавления. Заготовка заданного объема, нагретая до сравнительно низкой температуры (ниже температуры стеклования или ниже температуры плавления, в случае кристаллических полимеров), деформируется в замкнутой пресс-форме с высокой скоростью; удельные давления формования могут достигать 150-200 МН/м2. Необходимость охлаждения изделия в форме из-за низкой температуры формования практически отпадает.
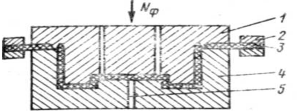
| Рис.20. Штамповании между матрицей и пуансоном 1-пуансон, 2-рама, 3-лист, 4-матрица, 5-канал для отвода воздуха |
Формование листовых заготовок с использованием штампов проводится на прессах, с помощью которых создается необходимое усилие. В зависимости от конструкции формы различают три способа: 1) штампование между матрицей и пуансоном; 2) штампование в матрицу эластичным пуансоном; 3) формование толкателем.
При штамповании между матрицей и пуансоном лист 3 закрепляют между двумя рамами 2, нагревают и укладывают на матрицу 4 (рис. 20). При опускании пуансона лист деформируется и приобретает форму пуансона и матрицы. Поскольку зажимная рама несколько больше матрицы, то вытяжка вначале происходит по всей поверхности листовой заготовки, обеспечивая хорошую равнотолщинность.
 В конце смыкания заготовка пережимается пресс-кантами пуансона (выступами) и изделие вырубается по контуру формы. Воздух из полости формы в момент опускания пуансона удаляется по воздушным каналам 5.
В конце смыкания заготовка пережимается пресс-кантами пуансона (выступами) и изделие вырубается по контуру формы. Воздух из полости формы в момент опускания пуансона удаляется по воздушным каналам 5.
| Рис.21 Штампование эластичным пуансоном в матрицу 1-губчатая резина,2-разогретый лист, 3-матрица |
 Штампование эластичным пуансоном в матрицу применяется при изготовлении изделий небольшой глубины и несложной конфигурации. Разогретый лист 2 укладывают на матрицу 3, а затем проводят формование (рис. 21). В качестве эластичного пуансона применяют толстый слой губчатой резины или резиновую диафрагму. При создании давления губчатая резина 1 деформируется и производит вытяжку заготовки 2, плотно прижимая ее к матрице 3.
Штампование эластичным пуансоном в матрицу применяется при изготовлении изделий небольшой глубины и несложной конфигурации. Разогретый лист 2 укладывают на матрицу 3, а затем проводят формование (рис. 21). В качестве эластичного пуансона применяют толстый слой губчатой резины или резиновую диафрагму. При создании давления губчатая резина 1 деформируется и производит вытяжку заготовки 2, плотно прижимая ее к матрице 3.
| Рис 22.Штамповка с вытяжкой толкателем 1-поддон, 2-лист, 3-рама, 4-толкатель |
Формование толкателем применяется для изготовления изделий простой конфигурации в виде усеченного конуса, пирамиды и их разновидностей. Форма изделия определяется конструкцией зажимной рамы и толкателя. Так, если использовать круглую раму и квадратный толкатель, то основание изделия будет в виде квадрата, а верх конический. Изделия изготовляются в такой последовательности. Разогретый лист 2 укладывают на поддон 1, прижимают рамой 3, а затем с помощью толкателя 4 проводят формование изделия (рис.22) Основным недостатком данного метода является медленное охлаждение изделия, так как оно не всей поверхностью соприкасается с пуансоном и поддоном. Этот метод непроизводителен, поэтому применяется сравнительно редко.
Метод штамповки отличается высокой производительностью, однако связан с использованием дорогостоящей оснастки, поэтому его применение целесообразно только при производстве крупносерийных изделий с переменной толщиной стенки, повышенной точностью размеров и рельефной поверхностью.
Вопросы для закрепления знаний
1. Отличие горячей и холодной штамповки?
2. Что изготавливают штамповкой?
3. Виды штамповки?
4. Сущность штамповки с эластичным пуансоном?
5. Сущность штамповки с вытяжкой толкателем?
Дата добавления: 2017-09-19; просмотров: 1104;